













发表于:2016/5/5 14:32:04
#0楼
摘要:使用可编程序控制器S7-200 SMART,程序控制压滤机自动运行
关键词:S7-200 SMART; SMART 700 IE; 顺序控制; SMART V20
1 项目介绍
公司生产的压滤机是一种常用的固液分离设备,广泛应用于化工、制药、冶金、染料、食品、酿造、陶瓷以及环保等行业。
使用可编程序控制器S7-200 SMART,程序控制压滤机自动运行,实现液压动作,拉板,接液翻板,输送带等联动控制,达到固液分离的目的。
2工艺原理
压滤机的工作原理是利用压力泵,将泥浆压入压滤机滤板之间的密闭滤室中,通过滤布实现固液分离。一个工作循环包括压紧滤板、进料过滤、松开滤板、拉板卸料4部分。
PLC控制装置是本压滤机的控制中心,处理一切与压滤机的动作,包括外围部件的联动等。
3 方案选型
本公司原来一直采用214-1BD23+EM223扩展模块,所以现在选用S7-200 SMART CR40的模块替代,既经济又节省了柜子内部的空间。
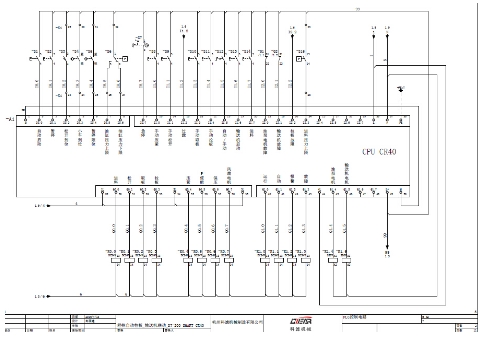
![附件 1.jpg]() 图纸设计
图纸设计
![附件 2.jpg]() SMART接线
SMART接线
![附件 3.jpg]() 柜体内部布局
柜体内部布局
![附件 4.jpg]()
![附件 5.jpg]() 调试运行中
调试运行中
同时配备SMART 700 IE的人机界面,安装于主机的前端,用于主机各操作单元的程序控制;本控制装置即可实现程序控制,也可根据需要实现手动控制。
4 设备编程与调试
![附件 6.jpg]() 设备调试运行中
设备调试运行中
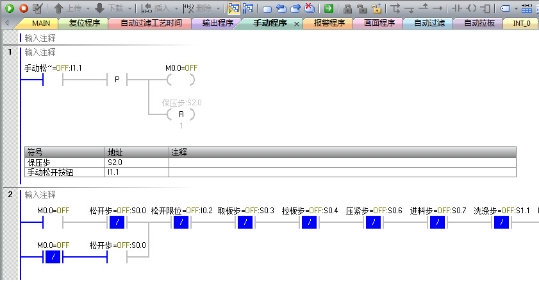
压滤机的工作模式属于顺序式,所以程序中采用了顺序控制的指令,由手动/自动开关选择控制模式,调用相关子程序运行,急停按钮结束所有动作输出。
同时设置一个暂停控制按钮,用于在程序运行过程中,暂停输出而保持顺序不变,保证了压滤机卸料过程中的辅助操作进行。
其他相关见程序附件。
5 应用体会
S7-200 SMART的软件很好,特别是跟原来的200的软件有了很大的变化。
首先,程序标签设计很合理,可以有多种颜色,看起来很美观且显眼。
![附件 7.jpg]() 其次,符号表的分类,不知道原来的是不是这样,或者我没有注意,这里系统已经定义好了I/O点的默认注释,如果需要其他的地址,例如M,S则需要另外新建符号表。这一点西门子也考虑的很周到。
其次,符号表的分类,不知道原来的是不是这样,或者我没有注意,这里系统已经定义好了I/O点的默认注释,如果需要其他的地址,例如M,S则需要另外新建符号表。这一点西门子也考虑的很周到。
![附件 8.jpg]() 标配的以太网接口,更是完全替代了原来CP243昂贵的模块,是不是面向工业4.0而设计的呢。
标配的以太网接口,更是完全替代了原来CP243昂贵的模块,是不是面向工业4.0而设计的呢。
![附件 9.jpg]() 连接速度非常快,以至于我下载程序的时候都没有看到进度条,再也不用等待漫长的下载过程了,一瞬间的事,还省去了编程电缆。
连接速度非常快,以至于我下载程序的时候都没有看到进度条,再也不用等待漫长的下载过程了,一瞬间的事,还省去了编程电缆。
只有有一点让我用着很不习惯,对于交叉引用的问题,原来的是这样的,一看很明了,哪一个位被占用很清楚
![附件 10.jpg]() 图中可以看出,V100.0-V100.2都已经被位占用,而现在的交叉引用是这样的:
图中可以看出,V100.0-V100.2都已经被位占用,而现在的交叉引用是这样的:
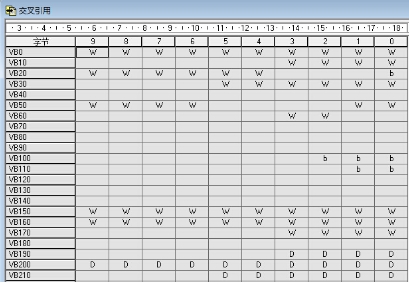
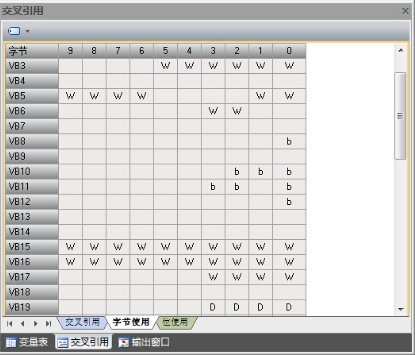
![附件 11.jpg]() 让我看了好一会才明白过来,VB100-VB102中有几个位被占用了,可到底是哪几个位呢,不清楚。
让我看了好一会才明白过来,VB100-VB102中有几个位被占用了,可到底是哪几个位呢,不清楚。
软件中的点点,可以说是别出心裁的设计,使得改变连接变得更容易了
![附件 12.jpg]() 好了,总之,对于我来说,从200到200 SMART,改变最大的属软件了,硬件部分西门子则采用了跟其他主流PLC一样的,上输入下输出的方式,一改以前相反的常态。
好了,总之,对于我来说,从200到200 SMART,改变最大的属软件了,硬件部分西门子则采用了跟其他主流PLC一样的,上输入下输出的方式,一改以前相反的常态。
要不是基于这一点,我早就把我们公司的PLC给换SMART了,接线上下反了,操作工好几次接错了。
SMART体现了高性价比,更贴近用户的特点,于SMART LINE屏的配套连接,更是天衣无缝的感觉,让我爱不释手,也许下一步我会选用SMART V20的变频器来试用,如果有这个机会的话。
调试运行,一切正常,客户来现场验收,非常满意,连连称奇,说他还没有见过西门子的这个产品呢,看起来不错,老板也给了我赏识的目光,看来我的选择没有错。
接下来,我打算全面改进我们的控制系统,采用S7-200 SMART为主控制器。
作者简介:
郎国建
关键词:S7-200 SMART; SMART 700 IE; 顺序控制; SMART V20
1 项目介绍
公司生产的压滤机是一种常用的固液分离设备,广泛应用于化工、制药、冶金、染料、食品、酿造、陶瓷以及环保等行业。
使用可编程序控制器S7-200 SMART,程序控制压滤机自动运行,实现液压动作,拉板,接液翻板,输送带等联动控制,达到固液分离的目的。
2工艺原理
压滤机的工作原理是利用压力泵,将泥浆压入压滤机滤板之间的密闭滤室中,通过滤布实现固液分离。一个工作循环包括压紧滤板、进料过滤、松开滤板、拉板卸料4部分。
PLC控制装置是本压滤机的控制中心,处理一切与压滤机的动作,包括外围部件的联动等。
3 方案选型
本公司原来一直采用214-1BD23+EM223扩展模块,所以现在选用S7-200 SMART CR40的模块替代,既经济又节省了柜子内部的空间。




同时配备SMART 700 IE的人机界面,安装于主机的前端,用于主机各操作单元的程序控制;本控制装置即可实现程序控制,也可根据需要实现手动控制。
4 设备编程与调试

压滤机的工作模式属于顺序式,所以程序中采用了顺序控制的指令,由手动/自动开关选择控制模式,调用相关子程序运行,急停按钮结束所有动作输出。
同时设置一个暂停控制按钮,用于在程序运行过程中,暂停输出而保持顺序不变,保证了压滤机卸料过程中的辅助操作进行。
其他相关见程序附件。
5 应用体会
S7-200 SMART的软件很好,特别是跟原来的200的软件有了很大的变化。
首先,程序标签设计很合理,可以有多种颜色,看起来很美观且显眼。


只有有一点让我用着很不习惯,对于交叉引用的问题,原来的是这样的,一看很明了,哪一个位被占用很清楚
软件中的点点,可以说是别出心裁的设计,使得改变连接变得更容易了

要不是基于这一点,我早就把我们公司的PLC给换SMART了,接线上下反了,操作工好几次接错了。
SMART体现了高性价比,更贴近用户的特点,于SMART LINE屏的配套连接,更是天衣无缝的感觉,让我爱不释手,也许下一步我会选用SMART V20的变频器来试用,如果有这个机会的话。
调试运行,一切正常,客户来现场验收,非常满意,连连称奇,说他还没有见过西门子的这个产品呢,看起来不错,老板也给了我赏识的目光,看来我的选择没有错。
接下来,我打算全面改进我们的控制系统,采用S7-200 SMART为主控制器。
作者简介:
郎国建
[此贴子已经被作者于2016/5/5 14:34:33编辑过]



