














发表于:2016/3/19 9:05:14
#0楼
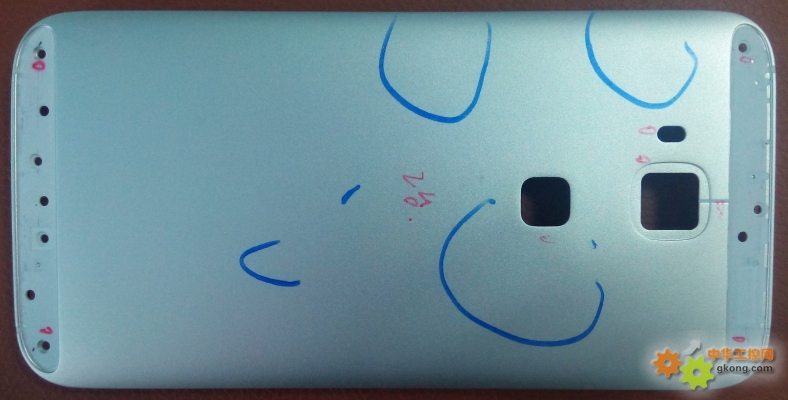
正面检测要求:
![附件 1.jpg]() 1. 正面通孔长宽尺寸;
1. 正面通孔长宽尺寸;
2. 侧孔除SIM卡以外的孔位长宽尺寸及到上边的位置度尺寸;
侧面检测要求:
![附件 2.jpg]()
![附件 3.jpg]()
![附件 4.jpg]() 1、检测上图标记孔位宽度尺寸(图一、图二)
1、检测上图标记孔位宽度尺寸(图一、图二)
2、检测音量键、电源键长宽尺寸(图三)
方案介绍:
(一)、总长总宽及正面孔位检测:采用二个千万相机机同时对产品进行分步检测,如上图中所示相机1、2同时对产品的上半部分(A、B区域)进行拍照,软件通过对相机1和相机2进行标定,并计算出相机1的左边缘到相机2的右边缘的距离,即为产品的总长;同样方式可计算产品总宽和正面孔位位置度。正面孔位长宽尺寸可直接测量
(二)、上下侧面槽孔宽度检测:采用两个500万相机分步测量(相机三、相机四),
第一步相机三、相机四测量产品下半部分两个槽孔宽度,检测完成产品移动,相机三、相机四检测产品上半部分槽孔尺寸
(三)、侧面电源键、音量键孔位检测:产品移动到CCD5检测工位,CCD5开始检测该尺寸
设备图片:
![附件 5.jpg]()
![附件 6.jpg]()
![附件 7.jpg]()
检测流程:
1、操作员将产品放入检测治具,按检测按扭软件开始自动运行,检测产品;
2、相机1,相机2开始对产品进行第一次拍照,待产品运动到尾部位置时进行第二次拍照。
3、相机三、相机四同步对侧面槽孔宽度进行检测
4、产品运动到底部位置,相机五检测电源键、音量键
3、测量完成后,软件进行数据处理后根据客户设定的公差判定OK、NG;
4、操作员根据软件处理结果,取产品放入相对应的位置,然后进行下一个产品的测试;
检测精度 0.01mm
检测速度: 1000PCS/H
2. 侧孔除SIM卡以外的孔位长宽尺寸及到上边的位置度尺寸;
侧面检测要求:



2、检测音量键、电源键长宽尺寸(图三)
方案介绍:
(一)、总长总宽及正面孔位检测:采用二个千万相机机同时对产品进行分步检测,如上图中所示相机1、2同时对产品的上半部分(A、B区域)进行拍照,软件通过对相机1和相机2进行标定,并计算出相机1的左边缘到相机2的右边缘的距离,即为产品的总长;同样方式可计算产品总宽和正面孔位位置度。正面孔位长宽尺寸可直接测量
(二)、上下侧面槽孔宽度检测:采用两个500万相机分步测量(相机三、相机四),
第一步相机三、相机四测量产品下半部分两个槽孔宽度,检测完成产品移动,相机三、相机四检测产品上半部分槽孔尺寸
(三)、侧面电源键、音量键孔位检测:产品移动到CCD5检测工位,CCD5开始检测该尺寸
设备图片:


检测流程:
1、操作员将产品放入检测治具,按检测按扭软件开始自动运行,检测产品;
2、相机1,相机2开始对产品进行第一次拍照,待产品运动到尾部位置时进行第二次拍照。
3、相机三、相机四同步对侧面槽孔宽度进行检测
4、产品运动到底部位置,相机五检测电源键、音量键
3、测量完成后,软件进行数据处理后根据客户设定的公差判定OK、NG;
4、操作员根据软件处理结果,取产品放入相对应的位置,然后进行下一个产品的测试;
检测精度 0.01mm
检测速度: 1000PCS/H
[此贴子已经被作者于2016/3/19 9:10:12编辑过]
