发表于:2016/1/6 11:53:06
#0楼
各位好:
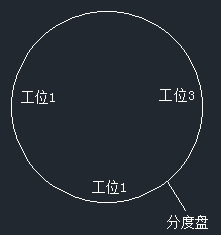
我现有一个分度盘有三个工位,每个工位都有垂直于工位的丝杆,丝杆上有一个由步进带动的喷嘴,进行上下往复运动对工位上的工件进行加。各个工位由时间控其加工时间,当时间到了后分度盘会转到下一个工位。
我现在遇到的问题是,比如工位1我设定加工50秒,当50秒到了之后,丝杆上的步进停止运动,这时喷嘴的位置不在原点位置,当工位1加工下一个工件时,我使用DDRVI k500000 k10000 y0 y4指令,这个指令是针对喷嘴在原点使用的,如果喷嘴不在原点,那么使用这个指令后喷嘴就可以撞到下限开关。
请问这个情况应该怎么解决,谢谢![附件 1.jpg]()
![附件 2.jpg]()
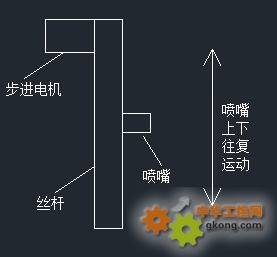
我现有一个分度盘有三个工位,每个工位都有垂直于工位的丝杆,丝杆上有一个由步进带动的喷嘴,进行上下往复运动对工位上的工件进行加。各个工位由时间控其加工时间,当时间到了后分度盘会转到下一个工位。
我现在遇到的问题是,比如工位1我设定加工50秒,当50秒到了之后,丝杆上的步进停止运动,这时喷嘴的位置不在原点位置,当工位1加工下一个工件时,我使用DDRVI k500000 k10000 y0 y4指令,这个指令是针对喷嘴在原点使用的,如果喷嘴不在原点,那么使用这个指令后喷嘴就可以撞到下限开关。
请问这个情况应该怎么解决,谢谢