发表于:2015/8/21 10:34:37
#0楼
三菱FX3UPLC在加气混凝土砌块包装线的应用
1、系统概述
一个国家建筑业的环保、绿色不仅是其发展水平的重要标志,也是当前建筑业的一项使命。近年来,我国建筑业水平的大大提高,国家大力推广环保、绿色工程的实施,因此给生产技术和应用技术最成熟的新型墙体材料——加气混凝土砌块带来了广阔的市场发展前景,它替代了粘土砖成为环保又绿色的新型建筑材料。因具有质量轻、保温性能好,吸音效果好,可加工和不燃烧等优点,被广泛地应用于建筑中,成为国家大力推广和发展的优选建筑材料。2014年初我公司也建成了年产30万立方加气混凝土砌块生产线(如图一所示),该生产线的成品单模(如图二所示)成品尺寸为(长*宽*高)6000*600*1200mm,由于当时市场需求量不是很大,因此公司没有考虑包装线,而是堆场搬运采用叉车,装卸车时用人工搬运成品单体(如图三所示)。随着市场对加气混凝土砌块成品外观质量及搬运、吊装便捷的要求,公司增加了自动打包机和输送链组成的自动化包装线,以降低劳动程度,改善劳动环境并提高打包质量和生产效益。
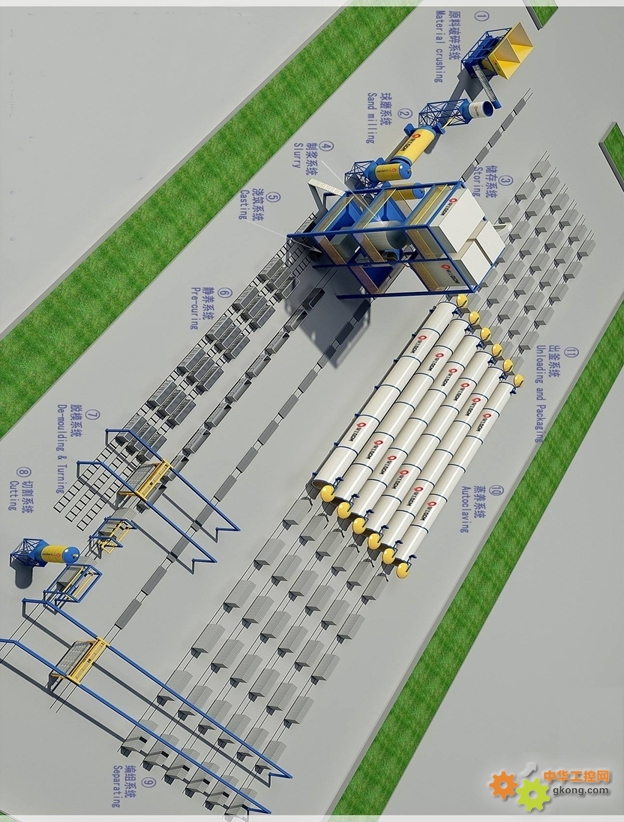
图一 生产线工艺流程图

图二 成品单模

图三 成品单体
2、包装线工艺概述
根据原生产线布置,考虑包装成品的出厂便捷,该包装线采用“L”型平面布置(图四),包装后的产品尺寸为1200*1200*1200mm。
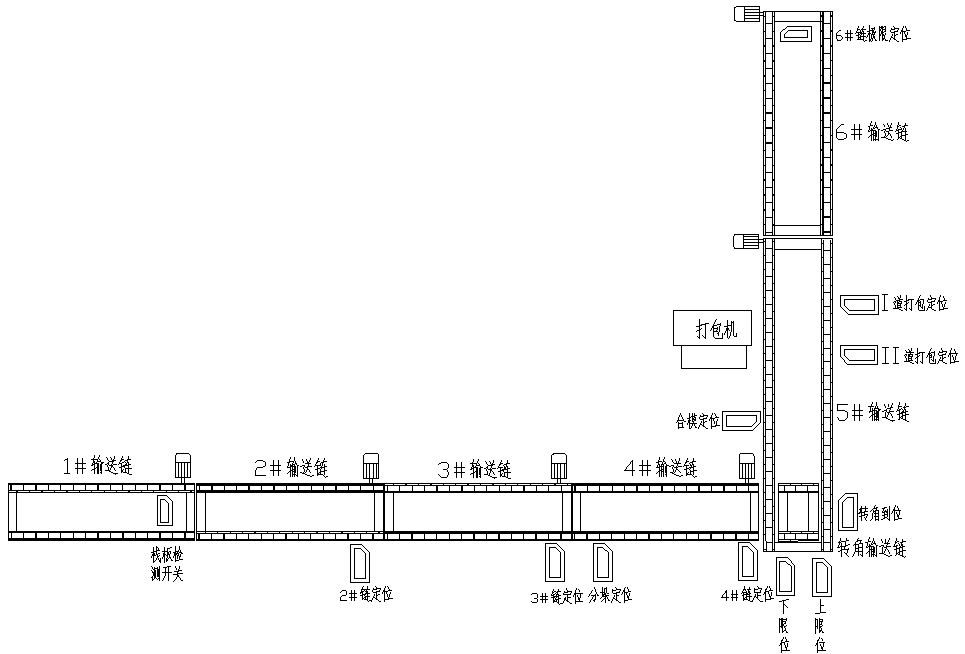
图四 包装线工艺图
包装系统主机设备为六条输送链、一台转角输送链、一台全自动穿剑式打包机,其中输送链负责输送载有砌块的托盘(3#、4#链实现分垛,4#、5#链实现并垛),转角输送链负责改变托盘的运行方向,打包机负责对托盘的产品进行捆扎。其工作流程为:1#输送链承载五块1200*600mm的托盘,并接受上一工序送给的长度为6000mm单模成品,系统启动后1#、2#输送链运行,托盘全部送至2#链后1#链停止;托盘送至2#链定位时3#输送链运行,托盘全部送至3#链后2#链停止;托盘送至3#链定位时4#输送链运行,当第一个托盘至分垛定位,3#链转为间断运行,将6000mm单模成品均分在五块1200*600mm的栈板上,全部托盘送至4#链后3#链停止;托盘至4#链定位时4#链停止,同时转角输送链的升降机构上升到上限位后4#再次运行,待转角到位感应开关检测到托盘时4#链、转角输送链停止,并将转角输送链的升降机构下降到下限位后启动5#链,在合模定位感应开关检测到托盘时停止5#链并重新启动4#链、转角输送链输送下一托盘至5#链上;当5#链上有两个托盘后再次启动5#链,打包定位感应开关检测到托盘时停止5#链并启动打包机对托盘的砌块进行捆扎,打包完成后5#链、6#链启动, 6#链定位极限感应开关检测到托盘时停止6#链,5#链则重复并垛、打包、输送,打包的成品由叉车运至堆场进行码垛( 图五打包成品垛)。。

图五 打包成品垛
3、控制系统构成
3.1电控系统概述
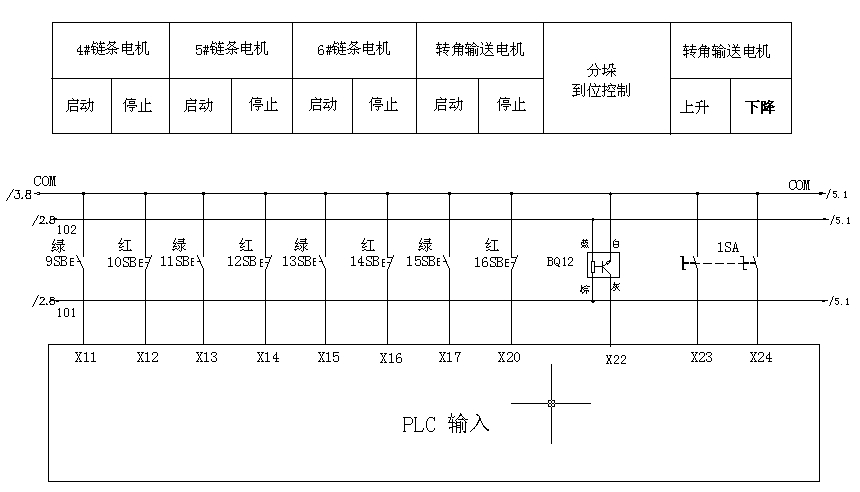
该包装线的电控系统设有动力柜、控制柜,主要由一台三菱FX3U-48MR编程控制器、一台FX2N-8E扩展块、6台变频器、八只距离设定型感应开关、二只电感式接近开关和部份交流接触器、中间继电器组成控制系统(图六PLC柜)。其中6台变频器控制输送链的运行速度,距离设定型感应开关和电感式接近开关用于定位检测,编程控制器作为控制系统的核心组件,它控制着包装线上的所有设备按照预定的工作流程运转。

图六 PLC柜
3.2编程控制器控制原图

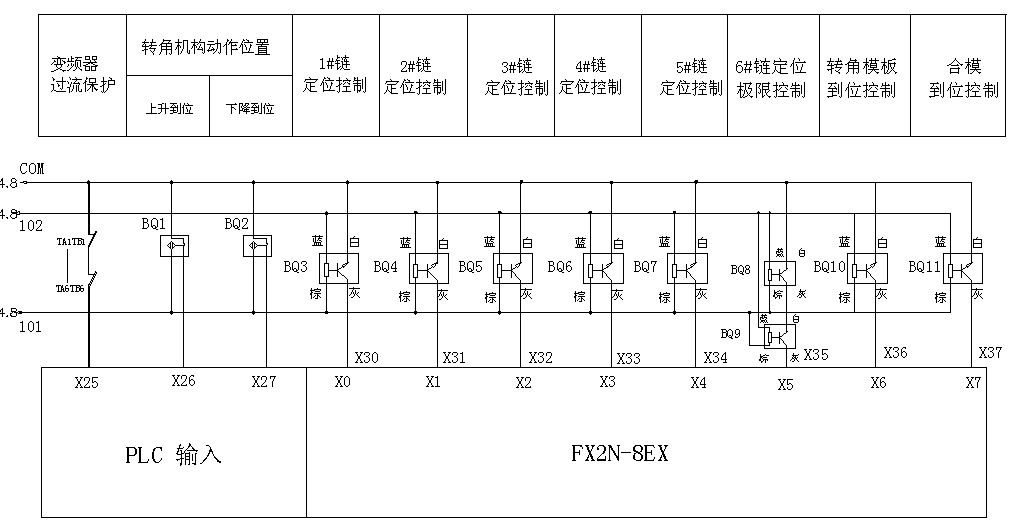
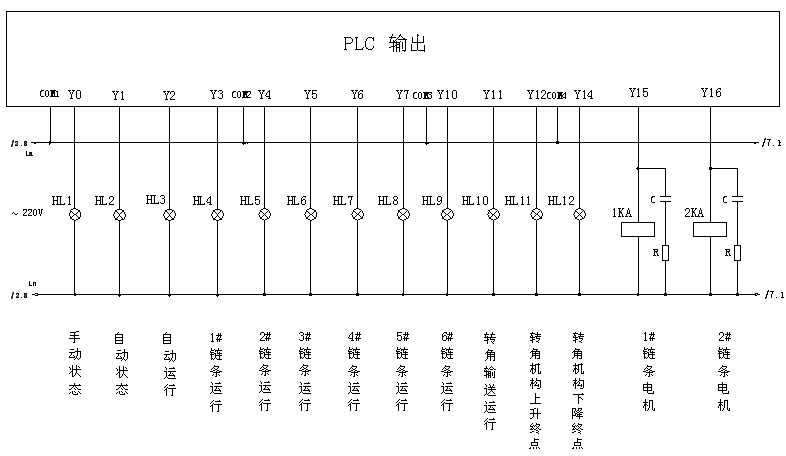

3.3电控系统功能
该电控系统设计有手动和自动两种操作模式。
3.3.1手动模式
a)将手自动旋钮打到手动,手动指示灯亮,可进行1#2#3#4#5#6#链的单独启动与停止。
b)1#链电机可反转点动,以便调整木托盘的位置。
c)在转角机构上升感应开关没感应到时,将转角上升下降旋钮打到上升位可进行转角机构的上升。
d)在转角机构下降感应开关没感应到时,将转角上升下降旋钮打到下降位可进行转角机构的下降。
e)在转角机构上升感应开关感应到并且转角模板到位未感应到时可进行转角输送电机的启动停止。
3.3.2自动模式
a)将手自动旋钮打到自动,自动指示灯亮,按下自动启动按钮自动运行自动指示灯亮进入自动模式。
b)将成品放在一号链上,确保一号链光电开关感应到,按下1#链启动按钮,1#链2#链启动,成品自动向前,当离开1#链光电开关后延时1#链自动停止,当感应到2#链光电开关,3#链自动启动,当走到分垛光电开关3#链暂停进行砖块分垛,之后继续向前走到4#链光电开关。
c)当4#光电开关感应到,转角模板到位光电开关未感应到时,转角机构自动上升, 转角上升到位后转角电机启动向前输送,当转角到位后,转角机构自动下降并且5#、6#链启动运行将砖块运至合模光电开关直至下一模砖块到后2模合一起 ,再一起往前送至打包机进行打包,完成后5#、6#链运行向前走,如果6#链头光电开关感应到有砖块,5#链、6#链自动停止等待砖块运走后再自动向前。
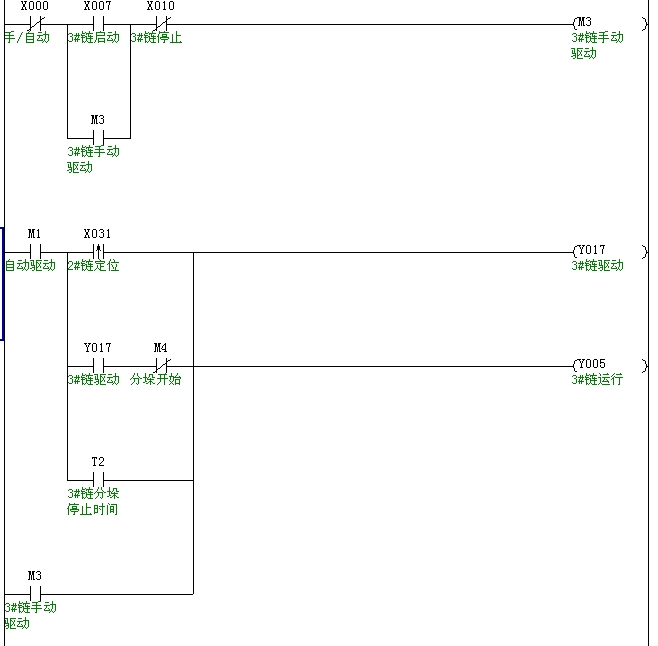
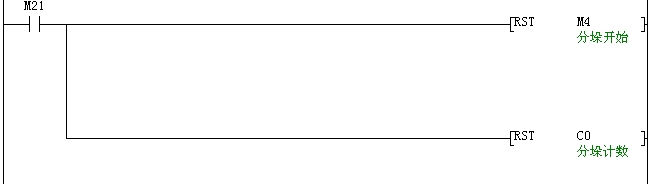
3.3PLC程序设计部分梯形图
下图为打包系统控制程序中的分垛部份,选用了置位、复位、计数、计时器、脉冲上升沿、比较等指令以控制3#链间断运行实现单模成品均分为五垛。
4、系统调试
在此包装线控制系统内变频器只是接受PLC的命令驱动各输送链按照预定的速度运转,不涉及变速调节,因此只需设置保护值、端子命令、固定频率即可投入试运行。这个系统正常自动运转的关键是感应开关,它控制着各输送链的启停,也是实现分垛、并垛功能的“功臣”,因此在调试时需不断的调整安装位置,以保证有效检测,并多次运行此包装线观察控制程序是否合理,不断修改、优化以获得最佳控制程序。
5、系统优点
采用了PLC控制器的包装线控制不仅线路简单,而且故障极少。系统投入运行后,不仅降低了劳动强度,还提高了成品装卸效率及成品外观质量。
6、总结
加气混凝土砌块包装线采用三菱FX3U控制器作为控制核心,简化了繁杂的联锁控制线路,使维护更容易,操作更简单,提高了生产线的自动化程度。
随着生产自动化程度和劳动力节省的需求不断提高,体积小巧、使用方便、性能优良的三菱控制器的应用形态也将是各种各样的,我们会将其用于更多的生产控制中。
王秀平
[此贴子已经被jint于2015/8/25 16:10:49编辑过]
循律而动,因你至控