














发表于:2015/1/16 11:13:42
#0楼
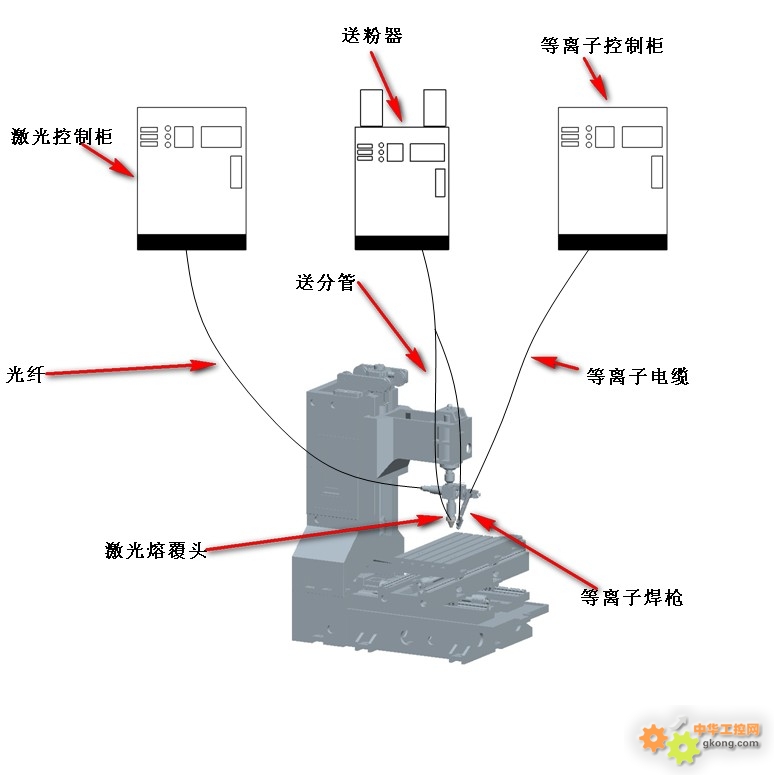
有个控制方面的问题需要请教。如下图所示,这个东西是用来做快速成形的,也就是俗称的3D打印的,但是这个是工业级别的。这个设备是在我们现有的加工中心上来实现,也就是将激光熔覆头和等离子焊枪做成一体,相当于刀具,将它夹持在加工中心的机床主轴上,然后送粉器同时向激光熔覆头和等离子焊枪送粉,它们同时开启熔覆金属粉末,逐层堆积,形成三维零件。
现在这个激光控制柜和等离子控制柜以及送粉器都有接口,它们可以直接连接在数控加工中心的扩展接口上,然后同时定义数控程序代码,来启动它们,也就是说数控加工中心只可以让这三个子系统启动关闭。至于在工作过程中的工艺参数如何调节问题,这个该怎么去控制实现?比如说激光的功率大小调节、等离子的电流大小调节、送粉速率的大小调节等,这些技术参数在工作过程中如何实现调节呢?这个好像还需要设计一套软件,至于如何实现,谢谢!
![附件 图.jpg]()
现在这个激光控制柜和等离子控制柜以及送粉器都有接口,它们可以直接连接在数控加工中心的扩展接口上,然后同时定义数控程序代码,来启动它们,也就是说数控加工中心只可以让这三个子系统启动关闭。至于在工作过程中的工艺参数如何调节问题,这个该怎么去控制实现?比如说激光的功率大小调节、等离子的电流大小调节、送粉速率的大小调节等,这些技术参数在工作过程中如何实现调节呢?这个好像还需要设计一套软件,至于如何实现,谢谢!


 想让楼主换数控系统,估计难咯。
想让楼主换数控系统,估计难咯。