返回工控网首页
|
| 添加到收藏夹
中国自动化学会专家咨询工作委员会指定宣传媒体
免费注册
广告服务
|
客服中心
您现在所在的是:
三菱Mitsubishi
工控论坛首页
→
三菱Mitsubishi
→ 浏览主题:
这个报警程序怎么写才好?如图
回帖:
15
个,阅读:
1469
次
[上一页]
[1]
[2]
[下一页]
* 帖子主题:
这个报警程序怎么写才好?如图
收藏
分享到
9969
mandriva
文章数:
2205
年度积分:
50
历史总积分:
9969
作者的所有帖子(2205)
注册时间:
2007/8/17
发站内信
2018春节活动(三)
发表于:2015/1/8 16:34:25
#0楼
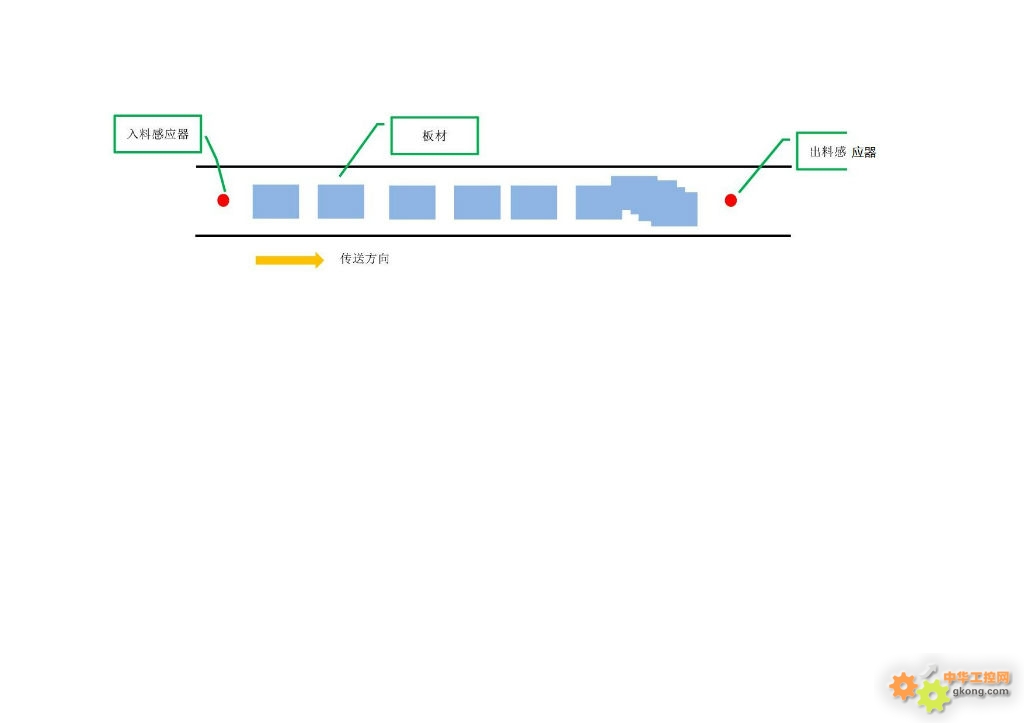
输送线上的板材通过首尾两头的感应器感应,如果输送线中间出现异常,板材堆积,就需要立即报警,我该如何加入这段报警程序?
谢谢提示。
【方案】
采用锌合金压铸外壳的紧凑型 I/O 端子盒
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
结帖
|
管理
1116
wlmgodd
文章数:
27
年度积分:
50
历史总积分:
1116
作者的所有帖子(27)
注册时间:
2009/9/14
发站内信
发表于:2015/1/8 16:37:06
#1楼
板料是同样大小,速度恒定的话,按照时间来判定就可以。这样会比较简单
此帖发自论坛手机版
【方案】
采用无电缆技术(NCT)的 XTS 系统实现高动态产品分拣
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
16268
产品体验中心会员
zrx517697809
文章数:
6262
年度积分:
50
历史总积分:
16268
作者的所有帖子(6262)
注册时间:
2014/3/28
发站内信
2018论坛热心网友
三菱电机活动(三)
寻找英威腾(三)
发表于:2015/1/8 16:41:27
#2楼
可按按照速度、长度做一个时间判定,但这不是最好的,如果板料大小、间距都一样好做,第一个出来之后隔多长时间检测到第二个,两个条件
致力于自动化
伺服 PLC HMI
【方案】
保护货车和公共汽车免于致命事故
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
9969
mandriva
文章数:
2205
年度积分:
50
历史总积分:
9969
作者的所有帖子(2205)
注册时间:
2007/8/17
发站内信
2018春节活动(三)
发表于:2015/1/8 16:52:19
#3楼
以下是引用
wlmgodd
在
2015/1/8 16:37:06
的发言:
板料是同样大小,速度恒定的话,按照时间来判定就可以。这样会比较简单
板料批次不一样尺寸就不一样
【方案】
看台达三招化解数据中心升级难
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
4780
启动绕组
文章数:
498
年度积分:
50
历史总积分:
4780
作者的所有帖子(498)
注册时间:
2007/12/24
发站内信
发表于:2015/1/8 17:01:01
#4楼
检测出料传感器的脉冲信号,多长时间没有检测到就报警。时间根据现场调试。如果批次板材不一样,做个可以选择板材的菜单,换板材的时候必须更换对应的菜单,才能运行,板材不同对应的报警时间也不同,多大的板材对应多长的报警时间直接都做到PLC里面。
[此贴子已经被作者于2015/1/8 17:01:56编辑过]
【方案】
基于 TSN 网络多智能体协同调度的 远程医疗超声机器人系统
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
21400
产品体验中心会员
fywsch
文章数:
13920
年度积分:
-183
历史总积分:
21400
作者的所有帖子(13920)
注册时间:
2005/12/30
发站内信
三菱电机活动(三)
西门子logo体验(三)
英威腾PLC体验(二)
发表于:2015/1/8 17:07:18
#5楼
那意思同一批次的大小一样的了?多设定几种规格就行了。
【方案】
使用热成像技术捕杀灰松鼠?选择FLIR Scout的原因是......
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
9969
mandriva
文章数:
2205
年度积分:
50
历史总积分:
9969
作者的所有帖子(2205)
注册时间:
2007/8/17
发站内信
2018春节活动(三)
发表于:2015/1/8 17:08:49
#6楼
以下是引用
启动绕组
在
2015/1/8 17:01:01
的发言:
检测出料传感器的脉冲信号,多长时间没有检测到就报警。时间根据现场调试。如果批次板材不一样,做个可以选择板材的菜单,换板材的时候必须更换对应的菜单,才能运行,板材不同对应的报警时间也不同,多大的板材对应多长的报警时间直接都做到PLC里面。
[此贴子已经被作者于2015/1/8 17:01:56编辑过]
如果加转换菜单就没必要了,这样就增加了现场人员的工作内容。本来现场就缺人,工厂要走自动化,所以这条路走不通。要做成傻瓜型,不要人去干预。
【方案】
Vattenfall使用FLIR GasFindIR LW红外热像仪探测对环境有害的气体泄漏
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
21400
产品体验中心会员
fywsch
文章数:
13920
年度积分:
-183
历史总积分:
21400
作者的所有帖子(13920)
注册时间:
2005/12/30
发站内信
三菱电机活动(三)
西门子logo体验(三)
英威腾PLC体验(二)
发表于:2015/1/8 18:42:40
#7楼
回复 #6楼 mandriva
可以做成自动识别板材大小,然后跟着设定程序工作就行了。跟本不要人为干预的。
【方案】
基于VB及台达触摸屏的监控系统在纺机中的应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
2730
产品体验中心会员
九翱九天
文章数:
335
年度积分:
50
历史总积分:
2730
作者的所有帖子(335)
注册时间:
2005/6/20
发站内信
发表于:2015/1/8 18:51:48
#8楼
楼上说的就很好,进料检测到工件即开始计时,工作离开传感器就停止计时,这样就可以判断出属于哪种工件,然后根据不同的工件进行不同的时间判定,从而触发报警
【方案】
台达V系列变频器的转矩控制模式应用在分条机上
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
7459
乐嘎嘎
文章数:
2591
年度积分:
149
历史总积分:
7459
作者的所有帖子(2591)
注册时间:
2014/10/8
发站内信
发表于:2015/1/8 20:53:01
#9楼
楼上法子不错,取进料间隔时间长短做出料检测时间,检测不到板材超过间隔时间报警
此帖发自论坛手机版
【方案】
图尔克 中央润滑系统中的液位控制
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
工控学堂推荐视频:
PLC学习视频
变频器学习视频
西门子学习视频
三菱学习视频
更多学习视频>>
•
[视频课程]三菱PLC程序进制转化你懂了吗
•
[视频课程]三菱FX5U简单CPU通信功能应用
•
[视频课程]三菱FX系列PLC的ST编程
•
[视频课程]搞懂三菱FX系列PLC编程指令,看这就够了
•
[视频课程]三菱FX系列PID应用
•
[视频课程]三菱FX系列PLC的FB使用讲解
•
[视频课程]30分钟带你了解三菱PLC模拟量应用
•
[视频课程]三菱FX5U系列精品课程基础篇
•
[视频课程]三菱PLC入门指导
78.0005