以下是引用zhangyueiyi在2014/11/10 19:29:29的发言:
请教师傅们:在使用三菱3U PLC时,输入这个SCL指令,后续语句应该怎样写?
你的程序错误了。
D129为整个坐标系的点数,D130,D131存放的是第一点的X,Y坐标,依次类推。
例如:你的第一点坐标为0,0,第二点坐标为100,100,第三点坐标为200,200.
那么D129中填的就是K3,D130,131填的是K0,K0……
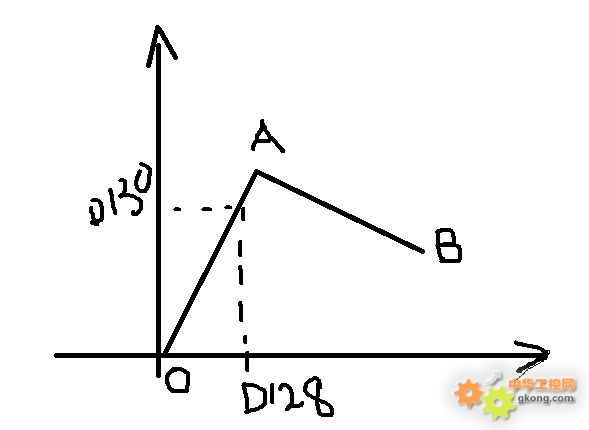
而你图中的D128是输入的X坐标,而最后的D131填的是输入的D128在坐标系中对应Y的值。
三菱的SCL指令和其他厂商的SCL指令的不同点在于:
其他厂商使用1段直线,而三菱可以使用多段连续直线。
看到图片了吗?点O,A,B的坐标存放在D129中。而D128对应的坐标X点,D130实际上就是对应的Y点。
之所以使用你的错误程序进行解释,是因为使用S1,S2,D1这种手册上的说法恐怕你看不懂。
Regards