发表于:2014/7/9 11:12:15
#0楼
是非成败转头空
毕业之后,就一直在深圳一家三菱代理商从事FA自动化产品的技术支持,因为工作的需要,得经常熟悉三菱的新产品和到现场给客户公司的技术人员进行技术培训和现场支持,对目前三菱市场主销产品FX-3UPLC和MR-J3伺服的应用较多。自己也经常使用过这二个自动化产品做应用实验和现场开发过一些项目和工程。总的来说,对这三菱这二个产品是很熟悉的了。
周五接到南京F公司发来的邮件,说是从我司购买的FX-3U-128MT PLC和MR-J3-100A 的伺服在开发新设备的应用中出现了速度不可控的问题。现场情况如下,客户使用FX3U-PLC自带的Y0、Y1、Y3脉冲口输出脉冲控制MR-J3伺服,现场客户反应伺服电机可以正反转运行,但在做点动控制的时候,发现伺服电机的速度不受程式控制。表现为速度放大的很多倍,且不停的波动。另一个伺服电机离控制箱远一些,表现则更为明显一些。
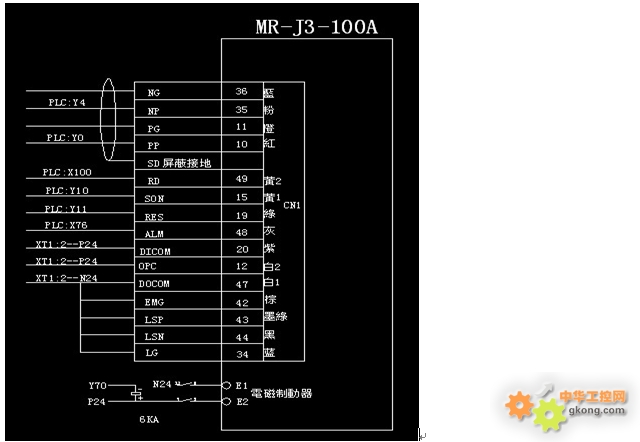
客户邮件如下:现象:PLC编写了一步PLSY脉冲指令,输出频率200HZ。伺服PA05=2000.出现电机高速旋转,客户描述好像4000转每分钟,高速旋转的电机轴转速有波动,但明显的与PLC输出的频率不匹配。现场MR-J3伺服CN1接口脉冲电缆图如下:![附件 1.jpg]()
由于客户新设备开发进程很急,加之客户在现场调试了4天没结果,同我司技术支持沟通后也没有进展。故发邮件需要我司现场技术支持,在收到邮件后,我在坐位上反反复复的看了邮件中的每一字,仔细休会或是想象现场的情况,从事伺服技术控制十多年了,从来没有碰到这样的情况。在心里不停的问自己,现场会是什么情况,伺服应没有问题,电机可以正反转,编码器电缆也应没有问题,因为电机可以转动,且没有报错,可能,可能是电源电缆没有插紧,(因为三菱MR-J3-100A的伺服电缆电缆需要客户自己制作)如果没有接触好的话,有可能会电机速度过快,但也不是客户反映的情况会不受控,很快会报AL51的过载错误。那只有可能是干扰了,或是CN1脉冲接口电缆的问题,但干扰表现会的和现场也有很大的区别,转来转去,最大的可能是CN1脉冲接口电缆的问题。但现场伺服电机可以正反转,说明电缆也没有问题。由于客户现场问题的怪异,只得从深圳到南京去提供技术支持,在各种分析之后,当时我决定自己在公司动手做一根CN1接口的脉冲电缆,并接上MR-J3伺服系列,测试正常后带到南京。
在去客户现场的飞机上,我想这次去得办2件事,1为客户解决现场技术问题,2由于南京那边客户对我司产品不是很熟悉,想给客户做一个伺服应用方面的培训。
到达南京后,直接从机场打车到客户现场,现场为一个无尘车间,所以设备旁边的用利用的工具不多,客户到是因为我的到来很兴奋。一同和我走到设备旁边就上电演示一番给我看,直接拒绝了客户的演示,直接坐在地上,仔细看了一个电控箱的布线和PLC和伺服的接线,用万用表测量了编码器和电源线是否正常。在确定都正常的情况之下,让客户上电试机,发现在果然如客户反映的一样,速度波动大。停电,询问客户将参数PA05=2000的理由,客户说不上来,只是说这样,在程式里换算的时候方便,并具可以让电机达到最大速度2000转/分,FX3U-PLC最大脉冲输出为100K的脉冲,因这个参数最少只能设为PA05=3000。(60秒*100K=PA05*2000转/分,得到PA05=3000。)但个参数,相对J3伺服18位的分辨率262144来说是放大了很多倍。将这个参数改后,上电试机还是同样的现象。
因这电机能转动,很容易让我怀疑客户的程式有问题,结果做简单的测试程式上电试电,结果大出人的意料,速度时好时坏,比用客户的客户比之有稳定些,这让我感到很不解。
客户也是一头的雾水,这时我提出换成我带的CN1脉冲线试试,结果换上我带来的CN1脉冲线之后,速度一直很稳定。原因很简单,是客户线有问题。打开CN1插头,看到客户的电缆制作没有问题。但只要用客户的电缆就会有速度不稳定的情况出来,由于现场布线的原理和灯光的原理,在现场也没有发现客户电缆有什么问题。这时已到晚上9点多了,我们还一直没有吃饭和订酒店,只得暂时告一段落。
第二天,上午,客户又换回自己的电缆,因为他们电缆上的信号线多些,结果同样的问题又出现了,直接让我去现场帮他们分析他们电缆出问题的原因,经历一番换证换衣服后终于在上午11:30左右进入车间,将客户的电缆拆开,用眼睛基础上看不到什么问题,只得同客户说,我将电缆拿回公司去测试。其实如果在现场有示波器的话,可以马上测出电缆有没有稳定的传送脉冲。这时,发现其它客户的CN1接口插头并不是从我司购买的,而是客户自己在市场上自行采购的。
由于,客户一定要我给他们一个理由,为什么同样的电缆以及同的制作,为什么他们的不可以,让在现场帮他们找出电缆的问题出在那里,或是为什么他们的电缆可以让伺服转动,但速度不稳定的原因在那里,这种情况还是第一次碰到,我一时也想不到合理的解释,这时客户有点不满意,因为他不愿意看到是他们电缆的问题。但事实却摆在那里。于是,我提出大家开会讨论一下这次设备以及的电缆的问题,客户去不愿意开会讨论,坚持要在现场让我找出电缆的问题。
这时只得同客户的技术主管联系,大家开会细分一下问题的所在,和如何进一步解决问题,于是把客户电缆从机械上取下来,拿到他们的会计室大家一起开会讨论电缆的问题。这时,换了一环境,我仔细的查看到CN1接口插针,发现在很多插针都有松动,原因就在这里,1:插针的松动,使得脉冲信号的输入不稳定。2:不稳定的脉冲信号经过PA05的放大,造成伺服电机的速度波动。
![附件 2.jpg]()
![附件 接头2.jpg]()
直到这时,客户还在纠结,为什么速度会不稳定?
这次的小问题,如果没有带自制电缆过去,那可能更难找到原因,所以说对现场的预见很重要。但我去没有完成自己的意愿,当我向客户提出要不要跟他们交流一下伺服的应用时,他却说要全力跟进新设备的程式开发,没有时间交流。
这时,我突然想到早二年在佛山做一个纸机项目的时候,当时和我合作的那位机械工程师学历并不高,由于是第一次开发高新纸机设备,碰到了很多意想不到的问题,我们总是在抽空去买水喝的时候,坐在会计室里讨论问题的所在和各自的看法,在每一次沟通中进步。终于努力没有白费,成功开发了新的设备,而这一次,面对这位新时代的大学生,却不愿意交流,最终白白多花了很多的时间在被动的等待。
是非成败转头空。
毕业之后,就一直在深圳一家三菱代理商从事FA自动化产品的技术支持,因为工作的需要,得经常熟悉三菱的新产品和到现场给客户公司的技术人员进行技术培训和现场支持,对目前三菱市场主销产品FX-3UPLC和MR-J3伺服的应用较多。自己也经常使用过这二个自动化产品做应用实验和现场开发过一些项目和工程。总的来说,对这三菱这二个产品是很熟悉的了。
周五接到南京F公司发来的邮件,说是从我司购买的FX-3U-128MT PLC和MR-J3-100A 的伺服在开发新设备的应用中出现了速度不可控的问题。现场情况如下,客户使用FX3U-PLC自带的Y0、Y1、Y3脉冲口输出脉冲控制MR-J3伺服,现场客户反应伺服电机可以正反转运行,但在做点动控制的时候,发现伺服电机的速度不受程式控制。表现为速度放大的很多倍,且不停的波动。另一个伺服电机离控制箱远一些,表现则更为明显一些。
客户邮件如下:现象:PLC编写了一步PLSY脉冲指令,输出频率200HZ。伺服PA05=2000.出现电机高速旋转,客户描述好像4000转每分钟,高速旋转的电机轴转速有波动,但明显的与PLC输出的频率不匹配。现场MR-J3伺服CN1接口脉冲电缆图如下:
由于客户新设备开发进程很急,加之客户在现场调试了4天没结果,同我司技术支持沟通后也没有进展。故发邮件需要我司现场技术支持,在收到邮件后,我在坐位上反反复复的看了邮件中的每一字,仔细休会或是想象现场的情况,从事伺服技术控制十多年了,从来没有碰到这样的情况。在心里不停的问自己,现场会是什么情况,伺服应没有问题,电机可以正反转,编码器电缆也应没有问题,因为电机可以转动,且没有报错,可能,可能是电源电缆没有插紧,(因为三菱MR-J3-100A的伺服电缆电缆需要客户自己制作)如果没有接触好的话,有可能会电机速度过快,但也不是客户反映的情况会不受控,很快会报AL51的过载错误。那只有可能是干扰了,或是CN1脉冲接口电缆的问题,但干扰表现会的和现场也有很大的区别,转来转去,最大的可能是CN1脉冲接口电缆的问题。但现场伺服电机可以正反转,说明电缆也没有问题。由于客户现场问题的怪异,只得从深圳到南京去提供技术支持,在各种分析之后,当时我决定自己在公司动手做一根CN1接口的脉冲电缆,并接上MR-J3伺服系列,测试正常后带到南京。
在去客户现场的飞机上,我想这次去得办2件事,1为客户解决现场技术问题,2由于南京那边客户对我司产品不是很熟悉,想给客户做一个伺服应用方面的培训。
到达南京后,直接从机场打车到客户现场,现场为一个无尘车间,所以设备旁边的用利用的工具不多,客户到是因为我的到来很兴奋。一同和我走到设备旁边就上电演示一番给我看,直接拒绝了客户的演示,直接坐在地上,仔细看了一个电控箱的布线和PLC和伺服的接线,用万用表测量了编码器和电源线是否正常。在确定都正常的情况之下,让客户上电试机,发现在果然如客户反映的一样,速度波动大。停电,询问客户将参数PA05=2000的理由,客户说不上来,只是说这样,在程式里换算的时候方便,并具可以让电机达到最大速度2000转/分,FX3U-PLC最大脉冲输出为100K的脉冲,因这个参数最少只能设为PA05=3000。(60秒*100K=PA05*2000转/分,得到PA05=3000。)但个参数,相对J3伺服18位的分辨率262144来说是放大了很多倍。将这个参数改后,上电试机还是同样的现象。
因这电机能转动,很容易让我怀疑客户的程式有问题,结果做简单的测试程式上电试电,结果大出人的意料,速度时好时坏,比用客户的客户比之有稳定些,这让我感到很不解。
客户也是一头的雾水,这时我提出换成我带的CN1脉冲线试试,结果换上我带来的CN1脉冲线之后,速度一直很稳定。原因很简单,是客户线有问题。打开CN1插头,看到客户的电缆制作没有问题。但只要用客户的电缆就会有速度不稳定的情况出来,由于现场布线的原理和灯光的原理,在现场也没有发现客户电缆有什么问题。这时已到晚上9点多了,我们还一直没有吃饭和订酒店,只得暂时告一段落。
第二天,上午,客户又换回自己的电缆,因为他们电缆上的信号线多些,结果同样的问题又出现了,直接让我去现场帮他们分析他们电缆出问题的原因,经历一番换证换衣服后终于在上午11:30左右进入车间,将客户的电缆拆开,用眼睛基础上看不到什么问题,只得同客户说,我将电缆拿回公司去测试。其实如果在现场有示波器的话,可以马上测出电缆有没有稳定的传送脉冲。这时,发现其它客户的CN1接口插头并不是从我司购买的,而是客户自己在市场上自行采购的。
由于,客户一定要我给他们一个理由,为什么同样的电缆以及同的制作,为什么他们的不可以,让在现场帮他们找出电缆的问题出在那里,或是为什么他们的电缆可以让伺服转动,但速度不稳定的原因在那里,这种情况还是第一次碰到,我一时也想不到合理的解释,这时客户有点不满意,因为他不愿意看到是他们电缆的问题。但事实却摆在那里。于是,我提出大家开会讨论一下这次设备以及的电缆的问题,客户去不愿意开会讨论,坚持要在现场让我找出电缆的问题。
这时只得同客户的技术主管联系,大家开会细分一下问题的所在,和如何进一步解决问题,于是把客户电缆从机械上取下来,拿到他们的会计室大家一起开会讨论电缆的问题。这时,换了一环境,我仔细的查看到CN1接口插针,发现在很多插针都有松动,原因就在这里,1:插针的松动,使得脉冲信号的输入不稳定。2:不稳定的脉冲信号经过PA05的放大,造成伺服电机的速度波动。


直到这时,客户还在纠结,为什么速度会不稳定?
这次的小问题,如果没有带自制电缆过去,那可能更难找到原因,所以说对现场的预见很重要。但我去没有完成自己的意愿,当我向客户提出要不要跟他们交流一下伺服的应用时,他却说要全力跟进新设备的程式开发,没有时间交流。
这时,我突然想到早二年在佛山做一个纸机项目的时候,当时和我合作的那位机械工程师学历并不高,由于是第一次开发高新纸机设备,碰到了很多意想不到的问题,我们总是在抽空去买水喝的时候,坐在会计室里讨论问题的所在和各自的看法,在每一次沟通中进步。终于努力没有白费,成功开发了新的设备,而这一次,面对这位新时代的大学生,却不愿意交流,最终白白多花了很多的时间在被动的等待。
是非成败转头空。
[此贴子已经被作者于2014/7/9 11:13:22编辑过]
三菱 PLC 触摸屏 伺服电机 ROBOT
t6021368@126.com
t6021368@126.com


 ,楼主来教我吧
,楼主来教我吧