














发表于:2014/7/2 9:25:23
#0楼
摘要
在目前的工业生产中,各种材料的定长裁剪是整个过程中非常重要的步骤,随着自动化技术不断的提高,运动控制系统的愈加成熟,定长裁切设备从传统的停剪,逐渐发展到追剪,追锯,大大提高了工作效率,同时由于飞剪的同步切割性能,相对而言也可以减少电机功率,在成本上也可以有一个比较好的控制。
本章主要介绍信捷产品在工业生产中追剪,追锯方案的广泛应用,下面是追剪的工作特点。
追剪:送料轴保持匀速单向送料,刀架伺服电机在切割台上做往复运动,在同步区域内与送料轴速度达到同步,同时完成切割动作,然后反向回到原点,再次追踪同步切割,切割方式可以为气动控制,也可以为电锯控制,因而又作追锯之说。
![附件 20140311093217916.jpg]() 下面以信捷伺服在一铝合金生产设备厂的铝型材追剪设备上的应用为例介绍信捷伺服追剪方案。
下面以信捷伺服在一铝合金生产设备厂的铝型材追剪设备上的应用为例介绍信捷伺服追剪方案。
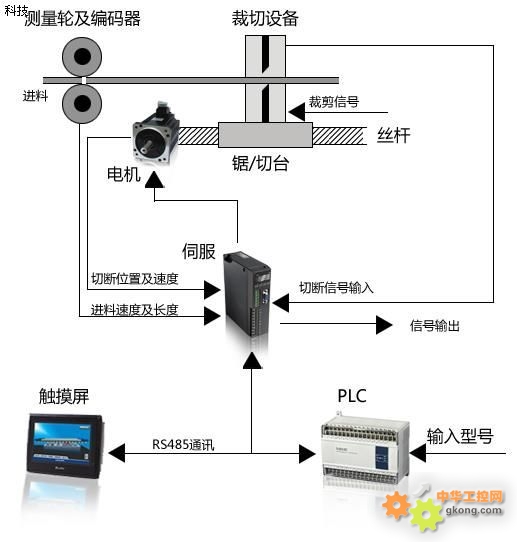
系统结构
![附件 20140311093434673.jpg]()
性能优点
1. 高性能XD系列PLC为控制核心,其数据处理速度为传统PLC处理速度的10倍,无需扩展任何模块,整个控制系统搭载简单,通过直接采集虚拟主轴位置参数,从轴跟踪,避免由于编码器安装及外部信号造成的干扰导致的跟踪不稳问题。
2. 采用电子凸轮速度曲线,整个运行过程流畅而不突兀,大大延长了机械的使用寿命,同时定位准确高,不会有任何累积偏差产生。
3. 整体的系统方案,从PLC,伺服,人机界面及整个系统的开发均由信捷公司自主开发研制,整体系统的可兼容性高度一致,避免不同品牌产品之间出现的干扰故障问题。
4. 简单的操作界面,高性价比优势。用户只用简单的设定相对应的移动长度,同步区长度及初始位置距离即可,不需要进行任何复杂的操作。
操作界面
下面是信捷追剪/追锯的触摸屏操作界面:
![附件 20140311093521606.jpg]()
![附件 20140311093551304.jpg]()
在目前的工业生产中,各种材料的定长裁剪是整个过程中非常重要的步骤,随着自动化技术不断的提高,运动控制系统的愈加成熟,定长裁切设备从传统的停剪,逐渐发展到追剪,追锯,大大提高了工作效率,同时由于飞剪的同步切割性能,相对而言也可以减少电机功率,在成本上也可以有一个比较好的控制。
本章主要介绍信捷产品在工业生产中追剪,追锯方案的广泛应用,下面是追剪的工作特点。
追剪:送料轴保持匀速单向送料,刀架伺服电机在切割台上做往复运动,在同步区域内与送料轴速度达到同步,同时完成切割动作,然后反向回到原点,再次追踪同步切割,切割方式可以为气动控制,也可以为电锯控制,因而又作追锯之说。
系统结构
性能优点
1. 高性能XD系列PLC为控制核心,其数据处理速度为传统PLC处理速度的10倍,无需扩展任何模块,整个控制系统搭载简单,通过直接采集虚拟主轴位置参数,从轴跟踪,避免由于编码器安装及外部信号造成的干扰导致的跟踪不稳问题。
2. 采用电子凸轮速度曲线,整个运行过程流畅而不突兀,大大延长了机械的使用寿命,同时定位准确高,不会有任何累积偏差产生。
3. 整体的系统方案,从PLC,伺服,人机界面及整个系统的开发均由信捷公司自主开发研制,整体系统的可兼容性高度一致,避免不同品牌产品之间出现的干扰故障问题。
4. 简单的操作界面,高性价比优势。用户只用简单的设定相对应的移动长度,同步区长度及初始位置距离即可,不需要进行任何复杂的操作。
操作界面
下面是信捷追剪/追锯的触摸屏操作界面:


[此贴子已经被san.simon于2015/7/12 23:05:13编辑过]