发表于:2014/2/26 11:37:18
#0楼
深度尺的使用方法
深度尺是机械制造及检修中最基础的测量工具,用来测量构件长度、深度等。它是由主尺和副尺(游标)构成,副尺顶部有一锁紧螺钉用来保持读数。
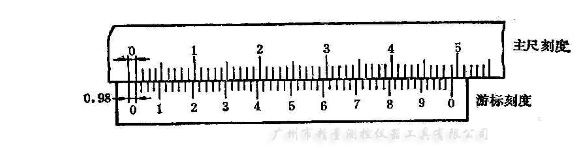
深度尺的使用并不难,主要记住,副尺每一刻度比主尺每一刻度段0.02mm。例如:当副尺左端0刻度线与主尺1mm刻度线对齐时,从主尺读数,为1.00mm;将副尺向右微量移动,使副尺左端0刻度线的下一刻度线与主尺某一刻度线对齐,读数为1+1*0.02=1.02mm。所以,深度尺的测量 精度为0.02mm。广州精量代理的深度尺,精度高。深度尺在读数时,先读主尺读数:看游标尺零线左边主尺第一分度线的数值;接着再读游标读数:看游标尺上第几条刻度线与主尺上某一刻度线对齐;最后,再次将读数相加,得出被测工件的尺寸。![附件 QQ截图20140225170335.jpg]() 深度尺在使用时,应该注意以下几点:1、检查零线。使用前应先擦净卡尺,合拢量爪,检查尺身与游标的零线是否对齐。2、方正卡尺。测量深度,卡尺应垂直于被测量面。3、用力适度。量爪与测量面接触时,用力不宜过大,以免量爪变形和磨损。4、视线垂直。读数时视线要对准所读刻线并垂直于尺面,否则读数不准。5、防止松动。从工件上取下卡尺读数时,应使固定卡脚贴紧工件,轻轻取出防止游标移动。6、勿测毛面。卡尺属精密量具,不得用来测量毛坯表面。
深度尺在使用时,应该注意以下几点:1、检查零线。使用前应先擦净卡尺,合拢量爪,检查尺身与游标的零线是否对齐。2、方正卡尺。测量深度,卡尺应垂直于被测量面。3、用力适度。量爪与测量面接触时,用力不宜过大,以免量爪变形和磨损。4、视线垂直。读数时视线要对准所读刻线并垂直于尺面,否则读数不准。5、防止松动。从工件上取下卡尺读数时,应使固定卡脚贴紧工件,轻轻取出防止游标移动。6、勿测毛面。卡尺属精密量具,不得用来测量毛坯表面。
![附件 QQ截图20140226093646.jpg]()
深度尺是机械制造及检修中最基础的测量工具,用来测量构件长度、深度等。它是由主尺和副尺(游标)构成,副尺顶部有一锁紧螺钉用来保持读数。
深度尺的使用并不难,主要记住,副尺每一刻度比主尺每一刻度段0.02mm。例如:当副尺左端0刻度线与主尺1mm刻度线对齐时,从主尺读数,为1.00mm;将副尺向右微量移动,使副尺左端0刻度线的下一刻度线与主尺某一刻度线对齐,读数为1+1*0.02=1.02mm。所以,深度尺的测量 精度为0.02mm。广州精量代理的深度尺,精度高。深度尺在读数时,先读主尺读数:看游标尺零线左边主尺第一分度线的数值;接着再读游标读数:看游标尺上第几条刻度线与主尺上某一刻度线对齐;最后,再次将读数相加,得出被测工件的尺寸。