













发表于:2014/1/20 15:28:49
#0楼
时鹏
摘 要:在生产加工的过程中,有很多繁琐、无聊、重复的工作,如焊接、物件的搬运等。这些工作如果采用人力的方法来完成,则有工作效率差、人力成本高且不安全的因素。本文采用ModiconM208PLC来实现气动搬运机械手的控制,实现了物料的简单搬运功能。为Modicon M208PLC在其他系统中的应用提供了实例和经验,目前该系统在实验设备上已成功调试完毕实现运行。
关键词:M208,PLC,气动机械手
一、应用简介
1.应用简述:现代工业生产发展的三大支柱是机器人、PLC和CAD/CAM。机械手是在生产机械化、生产自动化过程中发展起来的一种机器人装置。在现代的生产过程中,机械手在自动化生产线中得到了广泛的应用;在机电一体化领域,由于机械手能很好地实现与机械化和自动化的有机结合,使得机械手成为典型的机电一体化产品。它具有能不断重复工作和劳动,不知疲劳,不怕危险,抓举重物的力量比人手力大的特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。在工业制造领域,机器人可以代替人完成大批量、高质量要求的工作,如汽车制造、舰船制造及某些家电产品(电视机、电冰箱、洗衣机)的制造等。在自动化生产线中的点焊、弧焊、喷漆、切割、电子装配及物料的搬运、包装等工作,大量是由机器人完成的。
2.公司介绍:盐城机电高等职业技术学校创办于1958年,1988年改名江苏省盐城第一职业高级中学、盐城市职业技术教育中心;1993年增挂盐城市中等专业学校校牌;1996年被评为全国首批国家级重点职业学校;2005年升格为盐城机电高等职业技术学校,同时增挂江苏联合职业技术学院盐城机电分院校牌招收五年制高职学生。学校近年最高荣誉:评为首批国家中等职业教育改革发展示范校。
二、应用说明
1. 应用功能描述
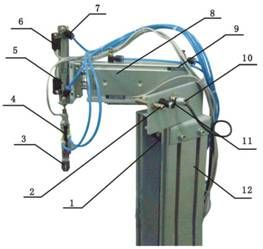
这种气动搬运机械手可以实现圆柱型物料的搬运,由旋转气缸、提升气缸、悬臂气缸、气动手爪、安装支架、V型挡块、缓冲器及各种传感器组成。整个气动搬运机械手能实现四个自由度的运动,分别是手臂的旋转、手臂的伸缩、手臂的上下、手爪的抓松。
![附件 image002.jpg]() 1-旋转气缸 2-非标螺丝 3-气动手爪 4-手爪磁性开关 5-提升气缸
1-旋转气缸 2-非标螺丝 3-气动手爪 4-手爪磁性开关 5-提升气缸
6-磁性开关 7-节流阀 8-伸缩气缸 9-磁性开关 10-左右限位传感器
11-缓冲阀 12-安装支架
2.工艺流程说明:
![附件 image004.gif]() 图2 机械手搬运过程示意图
图2 机械手搬运过程示意图
气动机械手搬运物料工作流程:
机械手在运行之前,必须要处于某一状态,称为初始位置,本设计机械手的初始位置是手爪松开、手臂处于上限位(提升气缸缩回)、手臂处于后限位(悬臂气缸缩回)、手臂处于左限位(旋转气缸处于左位)。系统启动操作之后,当圆柱形物料被放置到物料放置平台上的时候,被光电接近开关检测到,机械手臂伸出(悬臂气缸伸出)→手臂下降(提升气缸伸出)→手爪夹紧(抓取物料,应延时1S调整)→手臂上升(提升气缸缩回)→手臂缩回(悬臂气缸缩回)→手臂整体右转(旋转气缸右转)→手臂伸出(悬臂气缸伸出)→手臂下降(提升气缸伸出)→手爪松开(将物料放置到目的地,应延时1S调整)→手臂上升(提升气缸缩回)→手臂缩回(悬臂气缸缩回)→手臂整体左转(旋转气缸左转)回到初始位置完成本次物料搬运。注:本系统考虑一种意外情况,即当机械手爪抓取物料平台上的物料时因位置未调整好或振动或其他原因导致工件掉落,则机械手应在上升到上限位后重新松开手爪下降抓料。
系统控制要求:
有一个切换开关SA来切换系统的工作状态。将SA切换开关置于左位,则为调试模式,系统可以进行手动调整(因采用的PLC点数有限,结合昆仑通态TPC7062KS触摸屏实现)及复位的功能。将SA切换开关置于右位则为自动运行模式,系统可以进行正常的无聊搬运工作。在自动运行模式下,按下启动按钮则系统开始运行;按下停止按钮则系统完成当前物料的搬运后回到原位停止不再运行。
![附件 image006.gif]()
图3 自动运行模式下系统流程图
3.系统需要分析:本系统控制的对象均为开关量,且系统没有复杂的数字运算、PID等要求,因此在选用PLC的时候尽量选择一些低端的产品,但为了满足控制要求和未来的扩展需求,希望选用的PLC应具有以下几个特点:
(1).结构简单、编程方便、产品系列化模块化;体积小;
(2).具有较强的逻辑控制、定时、计数功能;具有简单的算术运算功能;
(3).编程语言符合国际标准;
(4).输出端子能直接驱动交、直流负载;
(5).能和市面上常见的工控产品通讯(本系统应能与MCGS-TPC7062KS触摸屏通讯);
(6).应有较强的抗干扰能力和无故障工作时间
Modicon M208 PLC是施耐德收购莫迪康后2013年面向国内市场退出的一款中低端产品,特别适合与小型系统的设计应用及设备的改造。合适的点数、内置计数器、良好的通讯端口及支持全部6种IEC编程语言使得国内技术人员能很容易的接受并使用;丰富的应用指令和简单易懂的编程语言使得在设计工程的时候得心应手。
所以本系统根据控制的对象、IO点数及系统本身等问题决定采用TM208LDA24DRN型PLC。
三、应用的设计与实现
1. 电气控制原理图说明
![附件 image008.gif]() 图4 电气控制系统图
图4 电气控制系统图
2. I/O分配表
表1 输入输出信号表
端子号 说明 模块号-端子号 IO映射
I0 气动手爪 本体
I1 旋转左限位 本体
I2 旋转右限位 本体
I3 气动手臂伸出 本体
I4 气动手臂缩回 本体
I5 手爪提升限位 本体
I6 手爪下降限位 本体
I7 物料放置平台光电开关 本体
I8 启动 本体
I9 停止 本体
I10 复位 本体
I11 切换开关 本体
I12 备用 本体
I13 备用 本体
Q0 手臂左摆 本体
Q1 手臂右摆 本体
Q2 手爪抓紧 本体
Q3 手爪松开 本体
Q4 气缸下降 本体
Q5 气缸上升 本体
Q6 手臂气缸缩回 本体
Q7 手臂气缸伸出 本体
Q8 HLl 本体
Q9 警铃 本体
3.气动元件清单
表2 气动元件清单
序号 名称 型号 作用 数量
1 旋转气缸 CDRB2BW20-180S 手臂的左右转动 1只
2 气动手爪 MHZ2-10D1E-X5651 夹持物料 1只
3 单出杆气缸 CDJ2KB16-75-B 手臂上升下降 1只
4 单出双杆气缸 CXSM15-100 手臂伸出缩回 1只
5 双控电磁换向阀 4V110-06 换向 5只
6 节流阀 QDCT0054,M5 改变气缸运动的速度 8只
7 气源组件 GR20008-F1 处理经压缩机压缩的空气 1套
8 气管 Φ4 气路连接 10米
9 缓冲阀 AC-1008-2 缓冲手臂左右摆动时的震动 2只
10 汇流板 SY5120-F7 安装电磁换向阀 1只
11 气动接头 KJH04-M3 连接气管和气动元件 16只
12 消音器 AMTP-F-G18 545940 减轻排气时的噪音 1只
4.使用的传感器清单
表3 传感器清单
序号 名称 型号 作用 数量
1 磁性接近开关 D-M9B 检测机械手爪是否抓紧 1只
2 磁性接近开关 D-Z73L 检测悬臂气缸前限位和后限位 2只
3 磁性接近开关 D-C73L 检测提升气缸上限位和下限位 2只
4 电感接近开关 GH1-1204NA 检测手臂左限位和右限位 2只
5 光电接近开关 E3Z-LS61 检测待搬运工作台上是否有物料 1只
5.M208 控制程序
![附件 image010.jpg]()
![附件 image012.jpg]()
![附件 image014.jpg]()
![附件 image016.jpg]()
![附件 image018.jpg]()
![附件 image020.jpg]()
![附件 image022.jpg]()
图5 PLC控制程序
6.M208PLC与MCGS-TPC7062KS触摸屏通讯实现
本人在试图使M208PLC与TPC7062KS触摸屏通讯的时候遇到了很大困难,在官方网站及全网上找了很长时间的资料,但都不得要领,最后考虑到这款产品其实还是莫迪康的,于是在网上查找莫迪康与TPC7062KS触摸屏通讯的资料,最后经试验成功了。现在将我试验成功的全过程写在这里,希望能给其他人一些参考。
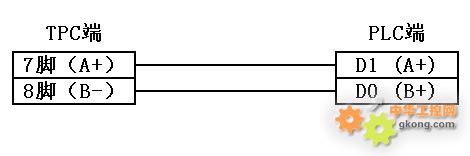
(一)通讯电缆的制作
M208有两个通讯接口,分别是SL1和SL2,其中SL1是RJ45接口,SL2是串行通讯接口。我选择了SL2接口与TPC7062KS触摸屏通讯。
![附件 image025.jpg]() 图7 TPC触摸屏与PLC通讯电缆连接示意图
图7 TPC触摸屏与PLC通讯电缆连接示意图
(二)PLC设置
(1).配置端口
![附件 image030.jpg]() 图8 双击串行线路2→弹出右侧设置窗口→设置串口通讯参数
图8 双击串行线路2→弹出右侧设置窗口→设置串口通讯参数
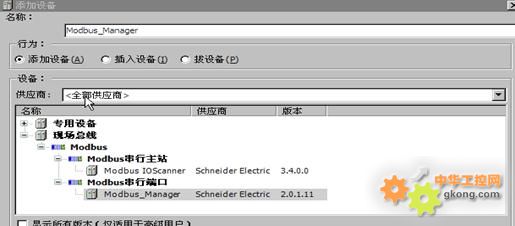
(2).添加MODBUS协议。
○1右击串口线路,选择添加设备:
![附件 image032.jpg]() 图9 添加Modbus设备示意图
图9 添加Modbus设备示意图
○2选择现场总线,PLC作从站,选择modbus串行端口下,modbus_manager
![附件 image034.jpg]() 图10 PLC端添加Mosbus端口示意图
图10 PLC端添加Mosbus端口示意图
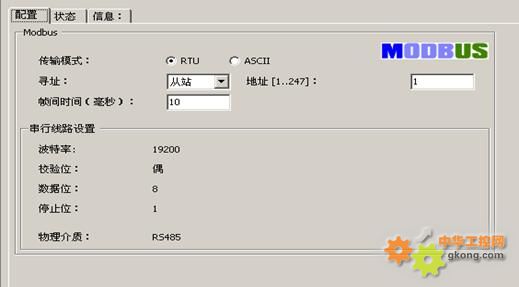
○3配置modbus_manager
![附件 image036.jpg]() 图11 Modbus_manager参数配置示意图
图11 Modbus_manager参数配置示意图
双击串行线路下modbus_manager,设置传输模式、寻址、设备地址等信息。
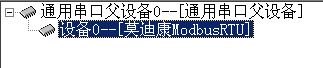
(三).触摸屏设置
○1设备窗口:
![附件 image037.jpg]() 图12 触摸屏设备窗口添加设备示意图
图12 触摸屏设备窗口添加设备示意图
添加“通用串口父设备”及“莫迪康ModbusRTU”驱动
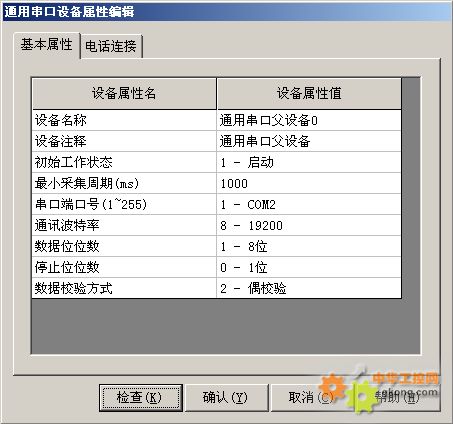
○2TPC串口参数设置:
![附件 image039.jpg]() 图13 双击“莫迪康ModbusRTU”驱动后设备通讯参数
图13 双击“莫迪康ModbusRTU”驱动后设备通讯参数
双击“通用串口父设备”,在属性编辑窗口中编辑TPC串口参数。
○3设备地址及解码方式设置:
![附件 image042.jpg]() 图14 双击“莫迪康ModbusRTU”,编辑ModbusRTU设备属性。
图14 双击“莫迪康ModbusRTU”,编辑ModbusRTU设备属性。
(四).地址对照表
数据类型 M208 MCGS 读写类型 解码顺序
I IX.Y 1区X*8+Y+1 只读
Q QX.Y 0区X*8+Y+1 只读
MW X 4区16位 X+1 读写 12
MD X 4区32位 X*2+1 读写 3412
7.气动系统图
![附件 image044.gif]()
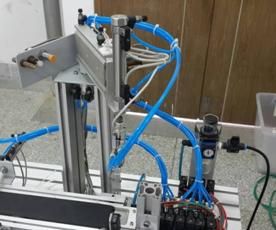
8.应用设备图片展示
![附件 image046.jpg]()
![附件 image048.jpg]()
![附件 image050.jpg]() 图16 气动机械手整体图
图16 气动机械手整体图
四、应用体会
1.从PLC产品的质量方面来讲,M208产品不比其他小型PLC产品差,做工十分精良,设计比较紧凑,里面电路板制造工艺也让人满意。从产品的功能上来讲,指令比较丰富、有内置高速计数器功能、内存范围也满足小型系统设计、编程语言符合IEC的标准。
本人觉得使用过程中的缺点:
(1).作为技术人员来讲,最关心的还是编程的方便问题,施耐德的这款PLC编程软件实在是让人摸不着头脑,我在官方网站上徘徊了四天才下载好所需的软件及插件。建议产品的在发行的随机说明书上应附有编程软件的下载方法和安装方法或随机附有光盘。
(2)编程软件过于庞大,下载下来的压缩包居然有3个多G,这个实在是在其他产品的PLC无法想象的,庞大的编程软件会拖慢编程调试的速度。
(3)编程软件使用过于繁琐,在编程软件的使用过程中,明显比日系的产品要繁琐的多,不够直接。如触点的串并联、定时器计数器的应用、内存的寻址、程序的下载、程序的监控等等都不如日系产品直接明了。初学者要花大量时间来摸索,且施耐德没有相关资料及技术手册指导(已有的技术手册我也看了,不够直接,比较模糊)。
(4)资料及手册,可能产品刚推向市场,资料及手册还没有跟上。但是不管怎么样,在没有详细的应用资料和手册的情况下,让用户自己摸索是一件不太好的事情。
(5)官网,遇到困难时,在官网上很难找到相关内容。另:官网的资料下载应该分门别类,否则几百页的资料想要找到自己想要的是比较难的(不要说有查找功能,查找只是针对关键词的,有些情况下不知道关键词,我们需要的是点击“M208”有关它的所有资料全部弹出来)。
(6)调试过程中,似乎编写的程序不能与其他品牌的PLC程序兼容。如采用相同的梯形图程序直接由三菱的“翻译”过来运行有些问题(具体原因本人还在分析研究)。另触点脉冲上升沿下降沿的工作方式搞不清楚。
2.我校PLC实验室多为三菱FX系列、西门子S7-200系列、松下FP系列、欧姆龙CPM系列小型机,M208这款小型机如果不在价格方面占有优势的话还是很难与日系的小型PLC竞争的。目前国内小型机市场竞争比较激烈,要求功能强大完善、性能稳定的多用日系产品或西门子产品;控制对象简单、要求价格低廉的有许多国产品牌(包含台湾产品),如台达、汇川等。施耐德将莫迪康收购后在中国推出这款产品确实有品牌的优势,如果在价格方面及中国技术人员使用习惯这两个方面再有所改进的话还是有较强的竞争力的。
3.本系统设计、安装调试完成一月有余,邀请多位同行专家讨论研究测试,并改变运行环境(湿度、温度、震动、噪音)下测试运行良好。
参考文献
[1] 廖常初. 跟我动手学FX系列PLC. 机械工业出版社.2013年
[2] 施耐德电气. Modicon M218 Logic Controller编程指南参考文献内容:参考文献正文用宋体9号字体
[3] 左健民. 液压与气压传动. 1999年参考文献内容:参考文献正文用宋体9号字体
[4] 唐立平,马俊峰. 基于PLC的四自由度机械手控制系统设计. 2007年
摘 要:在生产加工的过程中,有很多繁琐、无聊、重复的工作,如焊接、物件的搬运等。这些工作如果采用人力的方法来完成,则有工作效率差、人力成本高且不安全的因素。本文采用ModiconM208PLC来实现气动搬运机械手的控制,实现了物料的简单搬运功能。为Modicon M208PLC在其他系统中的应用提供了实例和经验,目前该系统在实验设备上已成功调试完毕实现运行。
关键词:M208,PLC,气动机械手
一、应用简介
1.应用简述:现代工业生产发展的三大支柱是机器人、PLC和CAD/CAM。机械手是在生产机械化、生产自动化过程中发展起来的一种机器人装置。在现代的生产过程中,机械手在自动化生产线中得到了广泛的应用;在机电一体化领域,由于机械手能很好地实现与机械化和自动化的有机结合,使得机械手成为典型的机电一体化产品。它具有能不断重复工作和劳动,不知疲劳,不怕危险,抓举重物的力量比人手力大的特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。在工业制造领域,机器人可以代替人完成大批量、高质量要求的工作,如汽车制造、舰船制造及某些家电产品(电视机、电冰箱、洗衣机)的制造等。在自动化生产线中的点焊、弧焊、喷漆、切割、电子装配及物料的搬运、包装等工作,大量是由机器人完成的。
2.公司介绍:盐城机电高等职业技术学校创办于1958年,1988年改名江苏省盐城第一职业高级中学、盐城市职业技术教育中心;1993年增挂盐城市中等专业学校校牌;1996年被评为全国首批国家级重点职业学校;2005年升格为盐城机电高等职业技术学校,同时增挂江苏联合职业技术学院盐城机电分院校牌招收五年制高职学生。学校近年最高荣誉:评为首批国家中等职业教育改革发展示范校。
二、应用说明
1. 应用功能描述
这种气动搬运机械手可以实现圆柱型物料的搬运,由旋转气缸、提升气缸、悬臂气缸、气动手爪、安装支架、V型挡块、缓冲器及各种传感器组成。整个气动搬运机械手能实现四个自由度的运动,分别是手臂的旋转、手臂的伸缩、手臂的上下、手爪的抓松。
6-磁性开关 7-节流阀 8-伸缩气缸 9-磁性开关 10-左右限位传感器
11-缓冲阀 12-安装支架
2.工艺流程说明:
气动机械手搬运物料工作流程:
机械手在运行之前,必须要处于某一状态,称为初始位置,本设计机械手的初始位置是手爪松开、手臂处于上限位(提升气缸缩回)、手臂处于后限位(悬臂气缸缩回)、手臂处于左限位(旋转气缸处于左位)。系统启动操作之后,当圆柱形物料被放置到物料放置平台上的时候,被光电接近开关检测到,机械手臂伸出(悬臂气缸伸出)→手臂下降(提升气缸伸出)→手爪夹紧(抓取物料,应延时1S调整)→手臂上升(提升气缸缩回)→手臂缩回(悬臂气缸缩回)→手臂整体右转(旋转气缸右转)→手臂伸出(悬臂气缸伸出)→手臂下降(提升气缸伸出)→手爪松开(将物料放置到目的地,应延时1S调整)→手臂上升(提升气缸缩回)→手臂缩回(悬臂气缸缩回)→手臂整体左转(旋转气缸左转)回到初始位置完成本次物料搬运。注:本系统考虑一种意外情况,即当机械手爪抓取物料平台上的物料时因位置未调整好或振动或其他原因导致工件掉落,则机械手应在上升到上限位后重新松开手爪下降抓料。
系统控制要求:
有一个切换开关SA来切换系统的工作状态。将SA切换开关置于左位,则为调试模式,系统可以进行手动调整(因采用的PLC点数有限,结合昆仑通态TPC7062KS触摸屏实现)及复位的功能。将SA切换开关置于右位则为自动运行模式,系统可以进行正常的无聊搬运工作。在自动运行模式下,按下启动按钮则系统开始运行;按下停止按钮则系统完成当前物料的搬运后回到原位停止不再运行。
图3 自动运行模式下系统流程图
3.系统需要分析:本系统控制的对象均为开关量,且系统没有复杂的数字运算、PID等要求,因此在选用PLC的时候尽量选择一些低端的产品,但为了满足控制要求和未来的扩展需求,希望选用的PLC应具有以下几个特点:
(1).结构简单、编程方便、产品系列化模块化;体积小;
(2).具有较强的逻辑控制、定时、计数功能;具有简单的算术运算功能;
(3).编程语言符合国际标准;
(4).输出端子能直接驱动交、直流负载;
(5).能和市面上常见的工控产品通讯(本系统应能与MCGS-TPC7062KS触摸屏通讯);
(6).应有较强的抗干扰能力和无故障工作时间
Modicon M208 PLC是施耐德收购莫迪康后2013年面向国内市场退出的一款中低端产品,特别适合与小型系统的设计应用及设备的改造。合适的点数、内置计数器、良好的通讯端口及支持全部6种IEC编程语言使得国内技术人员能很容易的接受并使用;丰富的应用指令和简单易懂的编程语言使得在设计工程的时候得心应手。
所以本系统根据控制的对象、IO点数及系统本身等问题决定采用TM208LDA24DRN型PLC。
三、应用的设计与实现
1. 电气控制原理图说明

2. I/O分配表
表1 输入输出信号表
端子号 说明 模块号-端子号 IO映射
I0 气动手爪 本体
I1 旋转左限位 本体
I2 旋转右限位 本体
I3 气动手臂伸出 本体
I4 气动手臂缩回 本体
I5 手爪提升限位 本体
I6 手爪下降限位 本体
I7 物料放置平台光电开关 本体
I8 启动 本体
I9 停止 本体
I10 复位 本体
I11 切换开关 本体
I12 备用 本体
I13 备用 本体
Q0 手臂左摆 本体
Q1 手臂右摆 本体
Q2 手爪抓紧 本体
Q3 手爪松开 本体
Q4 气缸下降 本体
Q5 气缸上升 本体
Q6 手臂气缸缩回 本体
Q7 手臂气缸伸出 本体
Q8 HLl 本体
Q9 警铃 本体
3.气动元件清单
表2 气动元件清单
序号 名称 型号 作用 数量
1 旋转气缸 CDRB2BW20-180S 手臂的左右转动 1只
2 气动手爪 MHZ2-10D1E-X5651 夹持物料 1只
3 单出杆气缸 CDJ2KB16-75-B 手臂上升下降 1只
4 单出双杆气缸 CXSM15-100 手臂伸出缩回 1只
5 双控电磁换向阀 4V110-06 换向 5只
6 节流阀 QDCT0054,M5 改变气缸运动的速度 8只
7 气源组件 GR20008-F1 处理经压缩机压缩的空气 1套
8 气管 Φ4 气路连接 10米
9 缓冲阀 AC-1008-2 缓冲手臂左右摆动时的震动 2只
10 汇流板 SY5120-F7 安装电磁换向阀 1只
11 气动接头 KJH04-M3 连接气管和气动元件 16只
12 消音器 AMTP-F-G18 545940 减轻排气时的噪音 1只
4.使用的传感器清单
表3 传感器清单
序号 名称 型号 作用 数量
1 磁性接近开关 D-M9B 检测机械手爪是否抓紧 1只
2 磁性接近开关 D-Z73L 检测悬臂气缸前限位和后限位 2只
3 磁性接近开关 D-C73L 检测提升气缸上限位和下限位 2只
4 电感接近开关 GH1-1204NA 检测手臂左限位和右限位 2只
5 光电接近开关 E3Z-LS61 检测待搬运工作台上是否有物料 1只
5.M208 控制程序
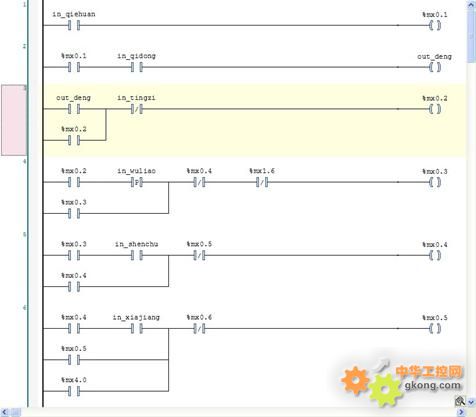
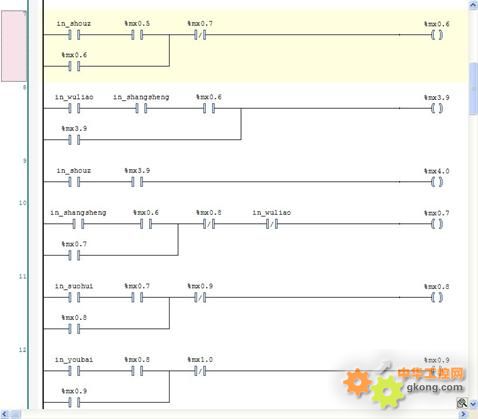
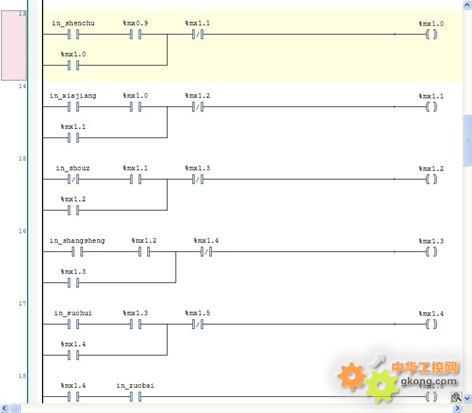
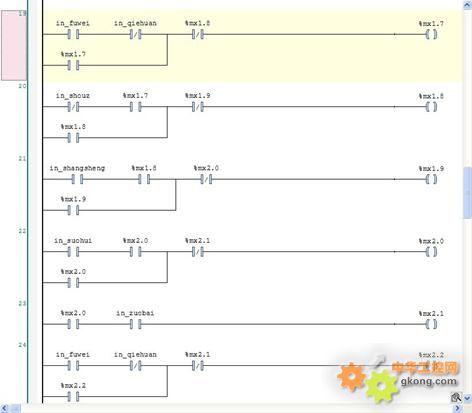
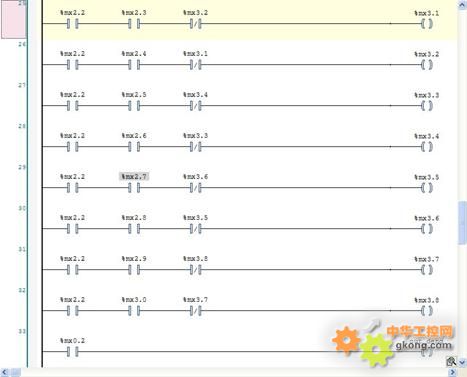
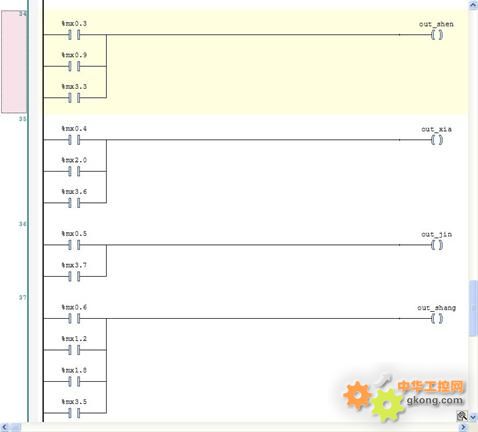
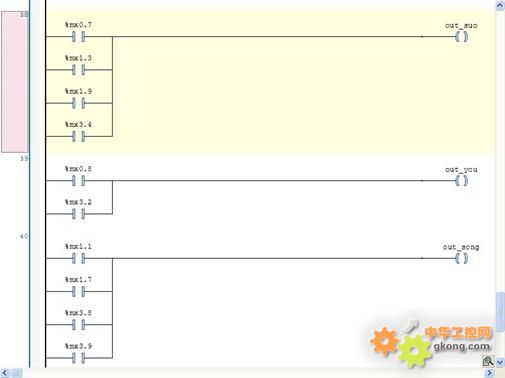
图5 PLC控制程序
6.M208PLC与MCGS-TPC7062KS触摸屏通讯实现
本人在试图使M208PLC与TPC7062KS触摸屏通讯的时候遇到了很大困难,在官方网站及全网上找了很长时间的资料,但都不得要领,最后考虑到这款产品其实还是莫迪康的,于是在网上查找莫迪康与TPC7062KS触摸屏通讯的资料,最后经试验成功了。现在将我试验成功的全过程写在这里,希望能给其他人一些参考。
(一)通讯电缆的制作
M208有两个通讯接口,分别是SL1和SL2,其中SL1是RJ45接口,SL2是串行通讯接口。我选择了SL2接口与TPC7062KS触摸屏通讯。
(二)PLC设置
(1).配置端口

(2).添加MODBUS协议。
○1右击串口线路,选择添加设备:

○2选择现场总线,PLC作从站,选择modbus串行端口下,modbus_manager
○3配置modbus_manager
双击串行线路下modbus_manager,设置传输模式、寻址、设备地址等信息。
(三).触摸屏设置
○1设备窗口:
添加“通用串口父设备”及“莫迪康ModbusRTU”驱动
○2TPC串口参数设置:
双击“通用串口父设备”,在属性编辑窗口中编辑TPC串口参数。
○3设备地址及解码方式设置:

(四).地址对照表
数据类型 M208 MCGS 读写类型 解码顺序
I IX.Y 1区X*8+Y+1 只读
Q QX.Y 0区X*8+Y+1 只读
MW X 4区16位 X+1 读写 12
MD X 4区32位 X*2+1 读写 3412
7.气动系统图

8.应用设备图片展示


四、应用体会
1.从PLC产品的质量方面来讲,M208产品不比其他小型PLC产品差,做工十分精良,设计比较紧凑,里面电路板制造工艺也让人满意。从产品的功能上来讲,指令比较丰富、有内置高速计数器功能、内存范围也满足小型系统设计、编程语言符合IEC的标准。
本人觉得使用过程中的缺点:
(1).作为技术人员来讲,最关心的还是编程的方便问题,施耐德的这款PLC编程软件实在是让人摸不着头脑,我在官方网站上徘徊了四天才下载好所需的软件及插件。建议产品的在发行的随机说明书上应附有编程软件的下载方法和安装方法或随机附有光盘。
(2)编程软件过于庞大,下载下来的压缩包居然有3个多G,这个实在是在其他产品的PLC无法想象的,庞大的编程软件会拖慢编程调试的速度。
(3)编程软件使用过于繁琐,在编程软件的使用过程中,明显比日系的产品要繁琐的多,不够直接。如触点的串并联、定时器计数器的应用、内存的寻址、程序的下载、程序的监控等等都不如日系产品直接明了。初学者要花大量时间来摸索,且施耐德没有相关资料及技术手册指导(已有的技术手册我也看了,不够直接,比较模糊)。
(4)资料及手册,可能产品刚推向市场,资料及手册还没有跟上。但是不管怎么样,在没有详细的应用资料和手册的情况下,让用户自己摸索是一件不太好的事情。
(5)官网,遇到困难时,在官网上很难找到相关内容。另:官网的资料下载应该分门别类,否则几百页的资料想要找到自己想要的是比较难的(不要说有查找功能,查找只是针对关键词的,有些情况下不知道关键词,我们需要的是点击“M208”有关它的所有资料全部弹出来)。
(6)调试过程中,似乎编写的程序不能与其他品牌的PLC程序兼容。如采用相同的梯形图程序直接由三菱的“翻译”过来运行有些问题(具体原因本人还在分析研究)。另触点脉冲上升沿下降沿的工作方式搞不清楚。
2.我校PLC实验室多为三菱FX系列、西门子S7-200系列、松下FP系列、欧姆龙CPM系列小型机,M208这款小型机如果不在价格方面占有优势的话还是很难与日系的小型PLC竞争的。目前国内小型机市场竞争比较激烈,要求功能强大完善、性能稳定的多用日系产品或西门子产品;控制对象简单、要求价格低廉的有许多国产品牌(包含台湾产品),如台达、汇川等。施耐德将莫迪康收购后在中国推出这款产品确实有品牌的优势,如果在价格方面及中国技术人员使用习惯这两个方面再有所改进的话还是有较强的竞争力的。
3.本系统设计、安装调试完成一月有余,邀请多位同行专家讨论研究测试,并改变运行环境(湿度、温度、震动、噪音)下测试运行良好。
参考文献
[1] 廖常初. 跟我动手学FX系列PLC. 机械工业出版社.2013年
[2] 施耐德电气. Modicon M218 Logic Controller编程指南参考文献内容:参考文献正文用宋体9号字体
[3] 左健民. 液压与气压传动. 1999年参考文献内容:参考文献正文用宋体9号字体
[4] 唐立平,马俊峰. 基于PLC的四自由度机械手控制系统设计. 2007年

