













发表于:2014/1/2 15:09:50
#0楼
作者名称:胡磊
摘要:机械行业中数控加工机床起着关键性的作用,对于机床而言其使用性能受到较大关注,本应用主要针对于机床的性能检测和机床的改造而诞生。在传统数控机床系统的基础上用M208所具有的Modbus通讯功能与带有Modbus通讯功能的迈信伺服驱动器做通讯,而伺服驱动器驱动所连接的X轴Y轴电机来控制工作平台。再加上施耐德小型PLC M208的相关控制电路对伺服驱动器的电路部分的安全稳定运行做出稳固的保障。
关键词:数控加工 Modbus通讯 伺服驱动器 PLC
一、应用简介
1. 应用简述:本设计应用于数控机床控制系统,完善机床控制以及机床性能检测。以提高机床性能和工作效率,减轻机床维护人员工作量,使机床检测更加方便可靠。在当前市场前提下,这一改进能够提高生产以及产品维护效率从而增强数控机床性能,使其性价比得到提升。
2. 公司介绍:武汉迈信电气技术有限公司是一家专注于伺服仪器产品研究、开发、生产、销售为一体的高新技术企业。现为POWERLINK中国用户组织的常任理事单位,中国机床工具工业协会会员单位。在伺服技术领域处于国内同行业领先地位。研制的全数字式交流伺服驱动器和永磁交流伺服电机为公司核心产品,已广泛应用于数控机床、包装机械、纺织机械、机器人、激光加工及自动化生产线等众多自动化领域。在数控行业应用中有着较高的市场占有率。
二、应用说明
1. 应用功能描述:
本设计应某数控机床厂家要求而生,在原有数控系统的基础上增设施耐德M208PLC控制系统,使机床在电气保护,调试和试运行以及简单机械加工上功能得到进一步的提升和完善。
由于本公司的EP3系列伺服驱动器具有Modbus通讯功能,而M208是支持Modbus通讯的,且其有两个485端口均支持Modbus通讯。本设计在数控机床的X轴和Y轴驱动器上使伺服驱动器与PLC的两个通讯端口互连。这样就可以实现PLC对X轴和Y轴的控制,但受PLC应用领域的限制,这样的控制方法只能实现机床电气部分的保护和机床电气与机械部分的测试,以及进行简单的机加工任务,可这样已经能很大程度上降低机床的检修维护工作。
![附件 image002.jpg]() 上图即为数控系统中工作台拆解后的实物图,它由X轴伺服电机,Y轴伺服电机,XY轴导轨,滚珠丝杆结构,各轴限位开关以及机械平台部分构成。机械部分通过各自的电机带动运行,其运行位置与所接收到的命令相关,在电气部分的控制下能完成XY轴组成平面的定位任务。
上图即为数控系统中工作台拆解后的实物图,它由X轴伺服电机,Y轴伺服电机,XY轴导轨,滚珠丝杆结构,各轴限位开关以及机械平台部分构成。机械部分通过各自的电机带动运行,其运行位置与所接收到的命令相关,在电气部分的控制下能完成XY轴组成平面的定位任务。
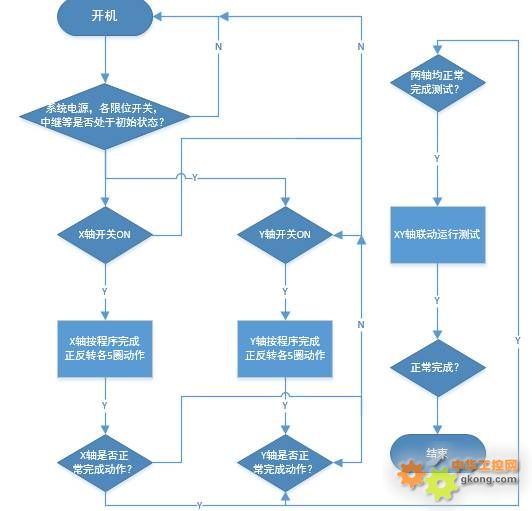
2. 工艺流程说明:下面以系统测试为主介绍一下测试时系统工作流程。
![附件 image004.jpg]() 上图即为PLC与伺服驱动器通讯中X轴Y轴要完成的测试任务流程图,由上图可以清楚的知道XY轴的测试过程。
上图即为PLC与伺服驱动器通讯中X轴Y轴要完成的测试任务流程图,由上图可以清楚的知道XY轴的测试过程。
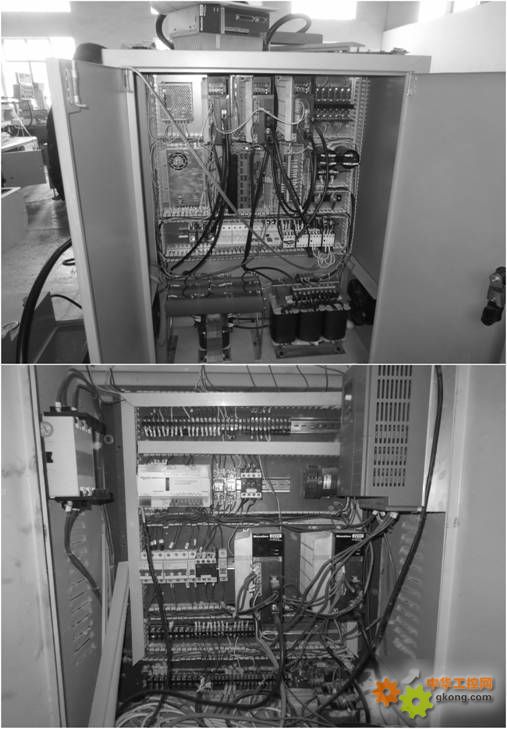
3. 系统需要分析:传统机床控制系统的整体完善程度不太能令客户满意,这种情况下该应用所采用的冗余CUP(M208 PLC)可以很好的对传统机床控制系统做出完整可靠的升级。在成本上考虑的话,其改造成本并不高,但是唯一遗憾的是PLC的PTO功能被剔除了,不过Modbus通讯的应用又弥补了这一缺陷。虽存在差异,但是实验效果还是能够满足需求的。下面所示的图中,上图为以前的控制柜版本,下面的为改进后的控制柜现场图片,从图中可以看出改进后的控制柜在尺寸上略有缩小,而在稳定性上,相比传统控制板卡其抗干扰性以及使用寿命有很大提升。
![附件 image006.jpg]() 由上图的对比可以看出控制柜内的布线得到一定的简化,这样有利于系统的稳定可靠性,更加有利于系统的维护,使得正确判断系统故障处变得更加容易。
由上图的对比可以看出控制柜内的布线得到一定的简化,这样有利于系统的稳定可靠性,更加有利于系统的维护,使得正确判断系统故障处变得更加容易。
三、应用的设计与实现
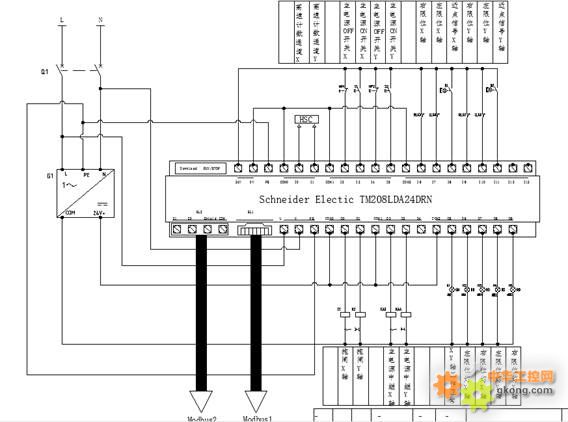
1. 电气控制原理图说明:
![附件 image008.jpg]() M208外围电路包括:控制电机抱闸以及伺服驱动器主电源的中间继电器,状态指示灯,外围开关按钮和限位开关等。
M208外围电路包括:控制电机抱闸以及伺服驱动器主电源的中间继电器,状态指示灯,外围开关按钮和限位开关等。
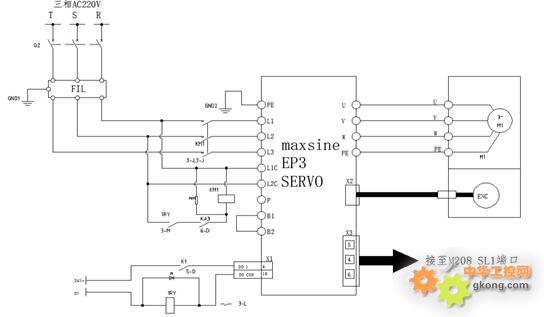
![附件 image010.jpg]() 上图为机床中X轴与Y轴的迈信EP3伺服驱动器与电机的接线图,由于XY轴的驱动器接线方式是一样的所以只摘录了一张接线图,其中X2、X3端子的接线顺序要参照迈信EP3驱动器使用说明书。
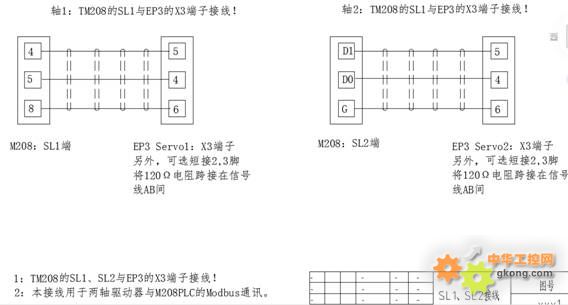
上图为机床中X轴与Y轴的迈信EP3伺服驱动器与电机的接线图,由于XY轴的驱动器接线方式是一样的所以只摘录了一张接线图,其中X2、X3端子的接线顺序要参照迈信EP3驱动器使用说明书。![附件 image012.jpg]() 上图即为M208的通讯口SL1、SL2的线序图。
上图即为M208的通讯口SL1、SL2的线序图。
2. I/O分配表(包含M208所有输入输出的地址以及功能说明)
输入地址 输入功能说明 输出地址 输出功能说明
I2 主电源OFF开关X轴 Q0 抱闸X轴
I3 主电源ON开关X轴 Q1 抱闸Y轴
I4 主电源OFF开关Y轴 Q2 主电源中继X轴
I5 主电源ON开关Y轴 Q3 主电源中继Y轴
I6 右限位X轴 Q5 XY轴工作正常
I7 左限位X轴 Q6 左限位灯X轴
I8 近点信号X轴 Q7 右限位灯X轴
I9 右限位Y轴 Q8 左限位灯Y轴
I10 左限位Y轴 Q9 右限位灯Y轴
I11 近点信号Y轴
3. M208控制程序说明:
在上面的工艺流程中已经对一部分工艺过程做了描述,下面简单介绍一下在M208中国编写的Modbus通讯程序,其程序截图如下:
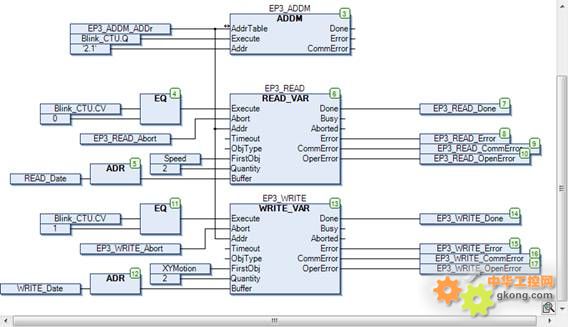
![附件 image014.jpg]() 这是其中一轴的控制程序(另外的一轴程序与其类似),其中包括对电机速度的读取以及对电机驱动器发出相应的运动控制字。具体程序编写过程就不赘述。通过这段程序可以对XY轴伺服电机做出相应的通讯控制,这样就能控制XY轴的运动以达到试运行的目的。当然了该程序只是整个程序的一部分,另外有相应的梯形图编写的程序来控制伺服主电源以及控制电源的得电与失电,从而对伺服驱动器和伺服电机做出相应的控制与保护。
这是其中一轴的控制程序(另外的一轴程序与其类似),其中包括对电机速度的读取以及对电机驱动器发出相应的运动控制字。具体程序编写过程就不赘述。通过这段程序可以对XY轴伺服电机做出相应的通讯控制,这样就能控制XY轴的运动以达到试运行的目的。当然了该程序只是整个程序的一部分,另外有相应的梯形图编写的程序来控制伺服主电源以及控制电源的得电与失电,从而对伺服驱动器和伺服电机做出相应的控制与保护。
伺服驱动器在通电时要先同控制电源再通主电源,然后再加使能等等,具体的控制过程需参考《迈信EP3伺服驱动器使用手册》。
4. 应用设备图片展示:
下图中分别为设备整体图和电气控制部分的图片,电气控制部分图片为调试时所拍。
![附件 image016.jpg]()
![附件 image018.jpg]()
四、应用体会
1. 应用开发过程中笔者深有体会的是:在软件方面,M208PLC在编程软件方面做得好,使用方便,功能齐全。硬件方面,这样小型的机器包含有两个RS485接口是相当可贵的,且其在应用中起了很重要的作用。当然了,遗憾的是M208是不带有PTO功能的,只能用上面所提到的通讯接口来向驱动器发送动作数据以弥补其不足。从性价比上看,总的来说应用上选择M208是不错的选择。
2. 系统在调试好后经过一周的试运行发现其性能稳定,加工成品率高,暂时没有出现异常现象,将于2013年十一月中旬交付客户使用。
参考文献
[1] 参考文献内容:《迈信EP3伺服驱动器使用手册》
[2] 参考文献内容:《Modicon M218试验教材》《Modicon M218培训教材》《施耐德-M208产品目录》。
摘要:机械行业中数控加工机床起着关键性的作用,对于机床而言其使用性能受到较大关注,本应用主要针对于机床的性能检测和机床的改造而诞生。在传统数控机床系统的基础上用M208所具有的Modbus通讯功能与带有Modbus通讯功能的迈信伺服驱动器做通讯,而伺服驱动器驱动所连接的X轴Y轴电机来控制工作平台。再加上施耐德小型PLC M208的相关控制电路对伺服驱动器的电路部分的安全稳定运行做出稳固的保障。
关键词:数控加工 Modbus通讯 伺服驱动器 PLC
一、应用简介
1. 应用简述:本设计应用于数控机床控制系统,完善机床控制以及机床性能检测。以提高机床性能和工作效率,减轻机床维护人员工作量,使机床检测更加方便可靠。在当前市场前提下,这一改进能够提高生产以及产品维护效率从而增强数控机床性能,使其性价比得到提升。
2. 公司介绍:武汉迈信电气技术有限公司是一家专注于伺服仪器产品研究、开发、生产、销售为一体的高新技术企业。现为POWERLINK中国用户组织的常任理事单位,中国机床工具工业协会会员单位。在伺服技术领域处于国内同行业领先地位。研制的全数字式交流伺服驱动器和永磁交流伺服电机为公司核心产品,已广泛应用于数控机床、包装机械、纺织机械、机器人、激光加工及自动化生产线等众多自动化领域。在数控行业应用中有着较高的市场占有率。
二、应用说明
1. 应用功能描述:
本设计应某数控机床厂家要求而生,在原有数控系统的基础上增设施耐德M208PLC控制系统,使机床在电气保护,调试和试运行以及简单机械加工上功能得到进一步的提升和完善。
由于本公司的EP3系列伺服驱动器具有Modbus通讯功能,而M208是支持Modbus通讯的,且其有两个485端口均支持Modbus通讯。本设计在数控机床的X轴和Y轴驱动器上使伺服驱动器与PLC的两个通讯端口互连。这样就可以实现PLC对X轴和Y轴的控制,但受PLC应用领域的限制,这样的控制方法只能实现机床电气部分的保护和机床电气与机械部分的测试,以及进行简单的机加工任务,可这样已经能很大程度上降低机床的检修维护工作。

2. 工艺流程说明:下面以系统测试为主介绍一下测试时系统工作流程。
3. 系统需要分析:传统机床控制系统的整体完善程度不太能令客户满意,这种情况下该应用所采用的冗余CUP(M208 PLC)可以很好的对传统机床控制系统做出完整可靠的升级。在成本上考虑的话,其改造成本并不高,但是唯一遗憾的是PLC的PTO功能被剔除了,不过Modbus通讯的应用又弥补了这一缺陷。虽存在差异,但是实验效果还是能够满足需求的。下面所示的图中,上图为以前的控制柜版本,下面的为改进后的控制柜现场图片,从图中可以看出改进后的控制柜在尺寸上略有缩小,而在稳定性上,相比传统控制板卡其抗干扰性以及使用寿命有很大提升。
三、应用的设计与实现
1. 电气控制原理图说明:
2. I/O分配表(包含M208所有输入输出的地址以及功能说明)
输入地址 输入功能说明 输出地址 输出功能说明
I2 主电源OFF开关X轴 Q0 抱闸X轴
I3 主电源ON开关X轴 Q1 抱闸Y轴
I4 主电源OFF开关Y轴 Q2 主电源中继X轴
I5 主电源ON开关Y轴 Q3 主电源中继Y轴
I6 右限位X轴 Q5 XY轴工作正常
I7 左限位X轴 Q6 左限位灯X轴
I8 近点信号X轴 Q7 右限位灯X轴
I9 右限位Y轴 Q8 左限位灯Y轴
I10 左限位Y轴 Q9 右限位灯Y轴
I11 近点信号Y轴
3. M208控制程序说明:
在上面的工艺流程中已经对一部分工艺过程做了描述,下面简单介绍一下在M208中国编写的Modbus通讯程序,其程序截图如下:
伺服驱动器在通电时要先同控制电源再通主电源,然后再加使能等等,具体的控制过程需参考《迈信EP3伺服驱动器使用手册》。
4. 应用设备图片展示:
下图中分别为设备整体图和电气控制部分的图片,电气控制部分图片为调试时所拍。


四、应用体会
1. 应用开发过程中笔者深有体会的是:在软件方面,M208PLC在编程软件方面做得好,使用方便,功能齐全。硬件方面,这样小型的机器包含有两个RS485接口是相当可贵的,且其在应用中起了很重要的作用。当然了,遗憾的是M208是不带有PTO功能的,只能用上面所提到的通讯接口来向驱动器发送动作数据以弥补其不足。从性价比上看,总的来说应用上选择M208是不错的选择。
2. 系统在调试好后经过一周的试运行发现其性能稳定,加工成品率高,暂时没有出现异常现象,将于2013年十一月中旬交付客户使用。
参考文献
[1] 参考文献内容:《迈信EP3伺服驱动器使用手册》
[2] 参考文献内容:《Modicon M218试验教材》《Modicon M218培训教材》《施耐德-M208产品目录》。


