













发表于:2014/1/2 14:46:37
#0楼
兰 杰
摘要:通过对中频炉加热轮毂的实时测温,将轮毂的即时温度信号反馈至上一级中频炉控制系统,实现轮毂加热工艺环节对温度的精准控制
键词:轮毂自动测温系统,Modicon M208,触摸屏
一、应用简介
1. 应用简述:
汽车轮胎本身是软体的,轮胎内廓支撑轮胎的圆桶形的、中心是装在轴上的部件就叫轮毂,也叫轮圈。
目前市场上的原厂轮毂按照材质可以分为钢轮毂和合金轮毂,两者各有利弊。 钢轮毂主要优点是制造工艺简单,成本相对较低,抗金属疲劳能力强。 但是缺点也很明显,如重量大,惯性阻力大,散热性较差等等;合金轮毂其优点是重量轻,制造精度高,强度大,惯性阻力小,散热能力强,视觉效果好等等,缺点是制造工艺复杂,成本高。
轮毂的制造方法有三种:重力铸造、锻造、低压精密铸造,本系统是重力铸造中的一个小型自动测温系统。
2. 公司介绍:
浙江拓峰科技有限公司是专业从事智能传感器、工业自动化控制系统、机电一体化装备和信息化平台设计、研发、制造、集成和服务的综合性高科技企业,其服务项目涵盖了西门子、研华工控系列产品、菲尼克斯以及康耐视等产品的销售代理,工程设计、系统集成、服务外包、工程承包、维修维保、安装调试、国际贸易、OEM定制、技术支持、科技孵化、成套加工等,为食品饮料、化工石化、钢铁冶金与机械装备等行业提供了很多解决方案,成功实施了很多项目,并一致得到用户好评。
二、应用说明
1. 应用功能描述
具体功能包括:a、温度设定-通过触摸屏实现轮毂加热温度的设定,将该设定温度下传至PLC,作为加温工艺控制点;b、温度测量-通过测温仪实时测量轮毂加热过程的温度数据,该同中采用两台拓峰中频炉测温仪,分别对准同一个轮毂内壁的不同工艺点,同时测量温度;c、温度判定-PLC接收来自上一级中频炉控温系统的测温启动信号,开始判定来自测温仪的温度信号是否到达设定温度值,而当其中一个测温仪测得的温度达到设定温度值时,即判定为到达工艺控制点,PLC输出结束信号至上一级中频炉控温系统。
2. 工艺流程说明:
图一所示为该系统的流程图
![附件 image002.gif]() 3. 系统需要分析:
3. 系统需要分析:
该控制系统比较简单,内部需求一套小型PLC,一个触摸屏和两台拓峰中频炉测温仪,在保证实现功能的前提下压缩成本,也就成为了该项目立项时的难点。
施耐德新推的PLC产品modiconM208,使用100~240VAC电源,无需额外使用开关电源;使用miniUSB-B编程口与以太网编程口都可方便的进行编程;内置两个RS-485串行通讯口,一个可用于触摸屏通讯,一个用于两台测温仪的通讯,避免增加硬件模块,从而节省成本;集成一个运行/停止开关,可拆卸螺钉端子,方便应用安装,价格上有较大优势等特点;同时,与之配套的Somachine编程平台,自带教程丰富,使用上手较为方便,亦可节省开发时间,对OEM厂家来说,是个不错的新选择;且施耐德目前推出这款PLC,相信对于市场的前期开发与支持都是有相当的投入的,如果有需求的话,不妨着手考虑一下该款PLC。
三、应用的设计与实现
1. I/O分配表
序号 点位 功能 说明 备注
1 I0 启动信号 接受测温启动信号
2 Q0 关闭信号 发出结束测温信号
2. M208控制程序说明(务必保证阐述清晰明了)
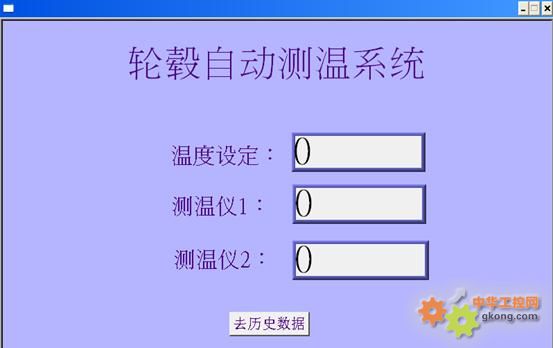
COM口0分配给触摸屏通讯;COM口1分配做modbus主站,分别对两台测温仪进行轮询,且内部建立温度设定地址,接受触摸屏温度设定;触摸屏主画面上给出温度设定窗口,测温仪显示窗口,同时设置运行数据记录画面。
3. 应用设备图片展示
施耐德的PLC一如既往的美观实用,绿色logo,简洁的外观,如下图所示,集成miniUSB编程口(图2),以太网编程口,电池仓(图3),导轨式卡槽,方便安装(图4).
![附件 image004.jpg]() 图2 PLC正视图
图2 PLC正视图![附件 image006.jpg]() 图3 PLC侧视图
图3 PLC侧视图
![附件 image008.jpg]() 图4 PLC底部安装图
图4 PLC底部安装图
![附件 image010.jpg]() 图5 触摸屏画面一
图5 触摸屏画面一
![附件 image012.jpg]() 图6 触摸屏画面二
图6 触摸屏画面二
四、应用体会
1. 使用M208PLC,第一个问题是编程软件下载,软件太大了,客服提供的下载链接太慢,下了好久才安装上;
2. 由于PLC试用归还,实际上还是换成了西门子224XP,已经发给客户在使用了。
摘要:通过对中频炉加热轮毂的实时测温,将轮毂的即时温度信号反馈至上一级中频炉控制系统,实现轮毂加热工艺环节对温度的精准控制
键词:轮毂自动测温系统,Modicon M208,触摸屏
一、应用简介
1. 应用简述:
汽车轮胎本身是软体的,轮胎内廓支撑轮胎的圆桶形的、中心是装在轴上的部件就叫轮毂,也叫轮圈。
目前市场上的原厂轮毂按照材质可以分为钢轮毂和合金轮毂,两者各有利弊。 钢轮毂主要优点是制造工艺简单,成本相对较低,抗金属疲劳能力强。 但是缺点也很明显,如重量大,惯性阻力大,散热性较差等等;合金轮毂其优点是重量轻,制造精度高,强度大,惯性阻力小,散热能力强,视觉效果好等等,缺点是制造工艺复杂,成本高。
轮毂的制造方法有三种:重力铸造、锻造、低压精密铸造,本系统是重力铸造中的一个小型自动测温系统。
2. 公司介绍:
浙江拓峰科技有限公司是专业从事智能传感器、工业自动化控制系统、机电一体化装备和信息化平台设计、研发、制造、集成和服务的综合性高科技企业,其服务项目涵盖了西门子、研华工控系列产品、菲尼克斯以及康耐视等产品的销售代理,工程设计、系统集成、服务外包、工程承包、维修维保、安装调试、国际贸易、OEM定制、技术支持、科技孵化、成套加工等,为食品饮料、化工石化、钢铁冶金与机械装备等行业提供了很多解决方案,成功实施了很多项目,并一致得到用户好评。
二、应用说明
1. 应用功能描述
具体功能包括:a、温度设定-通过触摸屏实现轮毂加热温度的设定,将该设定温度下传至PLC,作为加温工艺控制点;b、温度测量-通过测温仪实时测量轮毂加热过程的温度数据,该同中采用两台拓峰中频炉测温仪,分别对准同一个轮毂内壁的不同工艺点,同时测量温度;c、温度判定-PLC接收来自上一级中频炉控温系统的测温启动信号,开始判定来自测温仪的温度信号是否到达设定温度值,而当其中一个测温仪测得的温度达到设定温度值时,即判定为到达工艺控制点,PLC输出结束信号至上一级中频炉控温系统。
2. 工艺流程说明:
图一所示为该系统的流程图

该控制系统比较简单,内部需求一套小型PLC,一个触摸屏和两台拓峰中频炉测温仪,在保证实现功能的前提下压缩成本,也就成为了该项目立项时的难点。
施耐德新推的PLC产品modiconM208,使用100~240VAC电源,无需额外使用开关电源;使用miniUSB-B编程口与以太网编程口都可方便的进行编程;内置两个RS-485串行通讯口,一个可用于触摸屏通讯,一个用于两台测温仪的通讯,避免增加硬件模块,从而节省成本;集成一个运行/停止开关,可拆卸螺钉端子,方便应用安装,价格上有较大优势等特点;同时,与之配套的Somachine编程平台,自带教程丰富,使用上手较为方便,亦可节省开发时间,对OEM厂家来说,是个不错的新选择;且施耐德目前推出这款PLC,相信对于市场的前期开发与支持都是有相当的投入的,如果有需求的话,不妨着手考虑一下该款PLC。
三、应用的设计与实现
1. I/O分配表
序号 点位 功能 说明 备注
1 I0 启动信号 接受测温启动信号
2 Q0 关闭信号 发出结束测温信号
2. M208控制程序说明(务必保证阐述清晰明了)
COM口0分配给触摸屏通讯;COM口1分配做modbus主站,分别对两台测温仪进行轮询,且内部建立温度设定地址,接受触摸屏温度设定;触摸屏主画面上给出温度设定窗口,测温仪显示窗口,同时设置运行数据记录画面。
3. 应用设备图片展示
施耐德的PLC一如既往的美观实用,绿色logo,简洁的外观,如下图所示,集成miniUSB编程口(图2),以太网编程口,电池仓(图3),导轨式卡槽,方便安装(图4).




四、应用体会
1. 使用M208PLC,第一个问题是编程软件下载,软件太大了,客服提供的下载链接太慢,下了好久才安装上;
2. 由于PLC试用归还,实际上还是换成了西门子224XP,已经发给客户在使用了。
