发表于:2013/12/28 11:03:18
#0楼
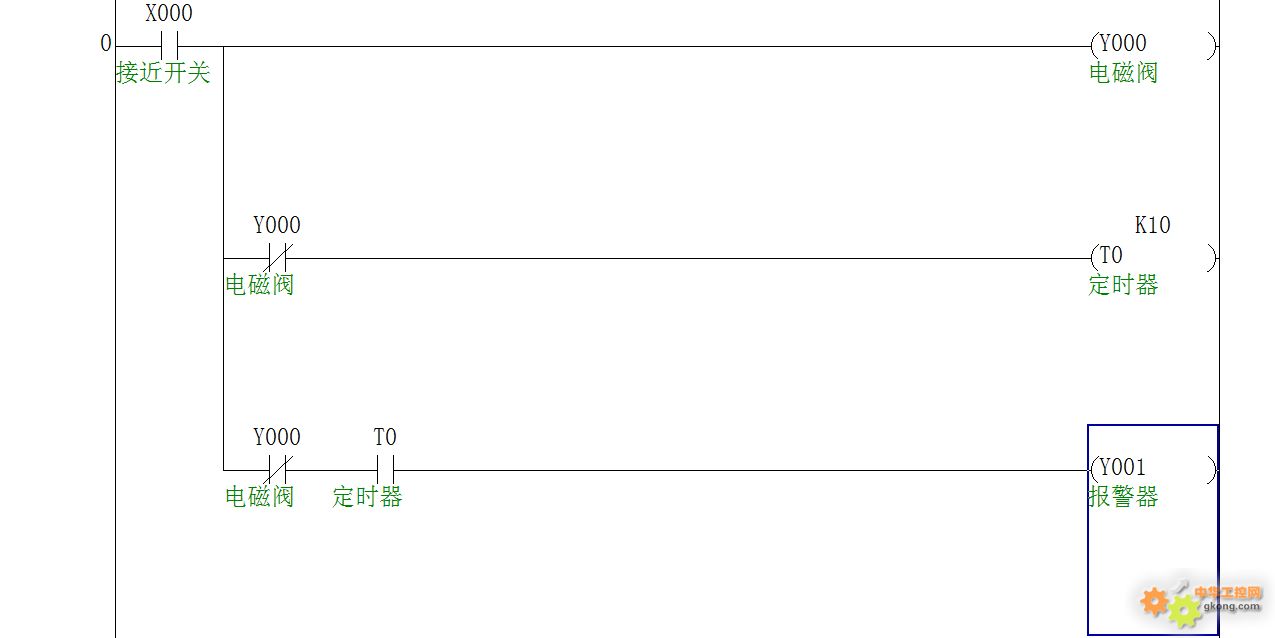
在一般的设备上我做的输入输出点器件监控报警程序大概如下图,用一个定时器,在规定时间内输出端电磁阀类,输入端气缸磁性开关类的器件没动作的话,报警器报警,但有的设备上百个电磁阀和传感器,做程序实在是很繁琐的事,不知道各位大侠有没有比较简便的程序或方法?![附件 2013-12-28 10-52-00.jpg]()