














发表于:2013/10/22 10:14:00
#0楼
维控PLC在转轴式切板机上的应用
一、项目说明
转轴式切板机是一种目前市场上比较新的机型。总体配置如下:一条输送带,一个转轴式切刀,两台电机(一台输送带,一台转轴切刀),两个光电(检测木板用),一个接近开关(安装在切刀转轴的侧面,用于复位切刀角度以及计数作用),该种机型没有用到编码器,速度与长度都是靠两台变频器的频率控制。转轴切刀式机型,类似于凸轮结构,刀跟着轴不间断转动,实现切割。这种机型的结构简洁,而且工作效率高。
二、调试总结
调试过程中遇到的一些问题:
1、头刀长度无法控制,会出现偏差
主要原因是第一步自诊定(即让切刀转轴停在规定的位置),当和切刀轴连在一起的铁块碰到接近开关时,切刀轴由于速度过快,惯性作用下无法停在制定位置。方法:变频设置多段数,Y给个点给变频器,使第一步自诊定的速度降低即可
![附件 张1.jpg]()
其中M7控制切刀转动,Y6为多段速输出点
2、暂停后再启动,无法继续之前的动作
这个问题主要是程序上的修改
![附件 张2.jpg]()
![附件 张3.jpg]()
运用到的是一个判断,当光电有检测到板时暂停的情况,以及光电没有检测到板时,暂停的情况,以此解决了这个问题
3、切板时,停止后再启动,切的第一块板长度偏短2,3cm
这个问题其实和第一个问题类似,也是由于切刀轴停止时,速度过快,电机无法马上刹死,会多转一些,再启动时自然剪出的板会偏短。这个问题主要是机械与变频器的问题。
还有一个想法是增加一个输出Y点,做多段速用,即当工作过程中机器暂停后,再让输送带慢速前进一些距离,前进多少要在现场确认,以此来减小这种情况下的误差。
三、总结
调试工程中遇到问题时,最重要的是思路要清晰,从而找出问题根源,想方法解决。维控PLC在这类型切板机上的成功运用,为今后PLC在这个行业的深入是有益的。
一、项目说明
转轴式切板机是一种目前市场上比较新的机型。总体配置如下:一条输送带,一个转轴式切刀,两台电机(一台输送带,一台转轴切刀),两个光电(检测木板用),一个接近开关(安装在切刀转轴的侧面,用于复位切刀角度以及计数作用),该种机型没有用到编码器,速度与长度都是靠两台变频器的频率控制。转轴切刀式机型,类似于凸轮结构,刀跟着轴不间断转动,实现切割。这种机型的结构简洁,而且工作效率高。
二、调试总结
调试过程中遇到的一些问题:
1、头刀长度无法控制,会出现偏差
主要原因是第一步自诊定(即让切刀转轴停在规定的位置),当和切刀轴连在一起的铁块碰到接近开关时,切刀轴由于速度过快,惯性作用下无法停在制定位置。方法:变频设置多段数,Y给个点给变频器,使第一步自诊定的速度降低即可
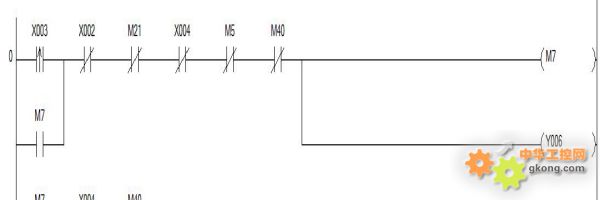
其中M7控制切刀转动,Y6为多段速输出点
2、暂停后再启动,无法继续之前的动作
这个问题主要是程序上的修改
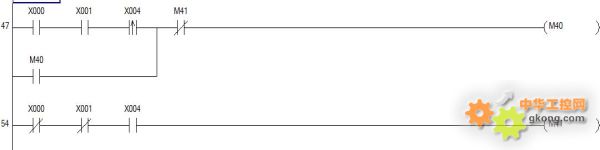

运用到的是一个判断,当光电有检测到板时暂停的情况,以及光电没有检测到板时,暂停的情况,以此解决了这个问题
3、切板时,停止后再启动,切的第一块板长度偏短2,3cm
这个问题其实和第一个问题类似,也是由于切刀轴停止时,速度过快,电机无法马上刹死,会多转一些,再启动时自然剪出的板会偏短。这个问题主要是机械与变频器的问题。
还有一个想法是增加一个输出Y点,做多段速用,即当工作过程中机器暂停后,再让输送带慢速前进一些距离,前进多少要在现场确认,以此来减小这种情况下的误差。
三、总结
调试工程中遇到问题时,最重要的是思路要清晰,从而找出问题根源,想方法解决。维控PLC在这类型切板机上的成功运用,为今后PLC在这个行业的深入是有益的。
[此贴子已经被作者于2013/10/22 10:14:49编辑过]
“随心所欲的人机沟通!”——让人和机器沟通无障碍!
