














发表于:2013/8/12 11:25:23
#0楼
维控HMI和PLC在液压机上的应用
一、简介
液压机是一种以液体为工作介质,根据帕斯卡原理制成的用于传递能量以实现各种工艺的机器。此次的液压机采用油压式,如图1所示为液压机的零件加工部位。图片上方的方体带圆柱压头的为主缸,图片中间平台状的称为底缸,在底缸内侧有一个扫帚状的为侧缸。
![附件]() 图1 液压机零件加工部位
图1 液压机零件加工部位
如图2和图3所示为该液压机的控制柜上维控HMI和PLC的使用情况,这套液压机使用了维控777A的HMI和维控40MR的PLC。
![附件]() 图2 维控HMI 777A在控制柜上的使用情况
图2 维控HMI 777A在控制柜上的使用情况
![附件]() 图3 维控PLC 40MR在控制柜上的使用情况
图3 维控PLC 40MR在控制柜上的使用情况
二、特点
1、该液压机为油压式,其工作任务是将铁粉运用高压压成客户所需要的形状,工件的形状由主缸的压头决定,侧缸负责扫料和推料,底缸负责装料以及和主缸配合,通过设定的液压压力,完成压料。
2、7寸的HMI和40点的PLC配套使用, HMI提供参数设定和状态监控,PLC根据HMI设定的值和设备反馈回来的信号,有序、稳定地控制工序的自动运行。
3、液压机的工作方式有自动和手动,自动下有两种模式可选,供用户根据实际需要选择机器的运行模式,手动供用户调试,在调整压力时可以逐个测试工件的完成情况,然后再确定用最合适的参数进行生产。
三、组成部分
HMI部分,如图4所示为手动操作画面,供用户做调机用,和控制柜上的实体按钮功能相同。
![附件]() 图4 手动操作画面
图4 手动操作画面
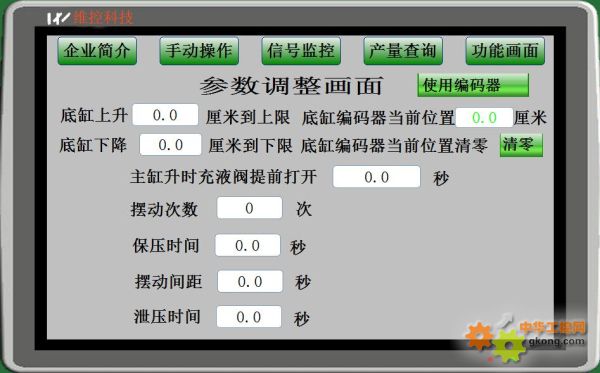
如图5所示为参数设定画面,用来设定自动生产的相关参数。模式的选择都是通过实体按钮实现的,所以这个工程没有设置自动画面。
![附件]() 图5 参数设置画面
图5 参数设置画面
此外还有状态监控、按钮监控、产量查询等画面。
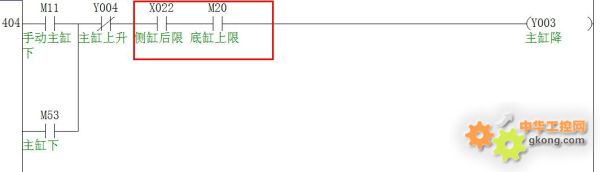
此次是到现场检查问题,主要是修改PLC部分,如图6所示为程序中主缸降的梯形图。这是此次最关键的一个问题,因为在底缸没上升到位的情况下,如果主缸异常下降了,那会使压料这个动作暴露在空气中,那铁粉就会在高压下向四周飞溅,这对现场工作人员的人身安全照成非常严重的问题,因此,程序中必须要加上侧缸后限和底缸上限,这样做的目的是确保主缸下降压料的动作必须是底缸已经上升到位,并且已经将物料装满,以避免空压的危险事故发生。
![附件]() 图6 主缸降梯形图
图6 主缸降梯形图
此外,还有多放料,还有计数不正常等问题,主要都是程序逻辑上还不够严谨造成的,现场的干扰并不是很严重。
四、结束语
液压机在工艺逻辑上并不复杂,但是安全系数要求很高,所以就需要一个稳定的程序。这次的工程是客户开发的,但是到了终端客户那时出现问题,我负责到现场调试,经过几天的调试,发现在程序上还有很多可以改进的地方,修改完后的程序工作稳定了,这次的问题,让我认识到,遇到问题要先冷静地观察下现场的工作情况,然后找程序上的逻辑问题,尤其是工作久了才偶尔出现问题的,就和程序以及现场有很大的关系。在HMI和PLC的质量上,终端客户是予以肯定的
一、简介
液压机是一种以液体为工作介质,根据帕斯卡原理制成的用于传递能量以实现各种工艺的机器。此次的液压机采用油压式,如图1所示为液压机的零件加工部位。图片上方的方体带圆柱压头的为主缸,图片中间平台状的称为底缸,在底缸内侧有一个扫帚状的为侧缸。

如图2和图3所示为该液压机的控制柜上维控HMI和PLC的使用情况,这套液压机使用了维控777A的HMI和维控40MR的PLC。


二、特点
1、该液压机为油压式,其工作任务是将铁粉运用高压压成客户所需要的形状,工件的形状由主缸的压头决定,侧缸负责扫料和推料,底缸负责装料以及和主缸配合,通过设定的液压压力,完成压料。
2、7寸的HMI和40点的PLC配套使用, HMI提供参数设定和状态监控,PLC根据HMI设定的值和设备反馈回来的信号,有序、稳定地控制工序的自动运行。
3、液压机的工作方式有自动和手动,自动下有两种模式可选,供用户根据实际需要选择机器的运行模式,手动供用户调试,在调整压力时可以逐个测试工件的完成情况,然后再确定用最合适的参数进行生产。
三、组成部分
HMI部分,如图4所示为手动操作画面,供用户做调机用,和控制柜上的实体按钮功能相同。

如图5所示为参数设定画面,用来设定自动生产的相关参数。模式的选择都是通过实体按钮实现的,所以这个工程没有设置自动画面。
此外还有状态监控、按钮监控、产量查询等画面。
此次是到现场检查问题,主要是修改PLC部分,如图6所示为程序中主缸降的梯形图。这是此次最关键的一个问题,因为在底缸没上升到位的情况下,如果主缸异常下降了,那会使压料这个动作暴露在空气中,那铁粉就会在高压下向四周飞溅,这对现场工作人员的人身安全照成非常严重的问题,因此,程序中必须要加上侧缸后限和底缸上限,这样做的目的是确保主缸下降压料的动作必须是底缸已经上升到位,并且已经将物料装满,以避免空压的危险事故发生。
此外,还有多放料,还有计数不正常等问题,主要都是程序逻辑上还不够严谨造成的,现场的干扰并不是很严重。
四、结束语
液压机在工艺逻辑上并不复杂,但是安全系数要求很高,所以就需要一个稳定的程序。这次的工程是客户开发的,但是到了终端客户那时出现问题,我负责到现场调试,经过几天的调试,发现在程序上还有很多可以改进的地方,修改完后的程序工作稳定了,这次的问题,让我认识到,遇到问题要先冷静地观察下现场的工作情况,然后找程序上的逻辑问题,尤其是工作久了才偶尔出现问题的,就和程序以及现场有很大的关系。在HMI和PLC的质量上,终端客户是予以肯定的
[此贴子已经被作者于2013/8/12 11:26:56编辑过]
“随心所欲的人机沟通!”——让人和机器沟通无障碍!
