














发表于:2013/8/5 16:10:47
#0楼
丝网机机械设计方案
简介:
丝网设备主要有PLC、HMI、伺服电机、普通电机。
然后HMI注意是设置一些参数。
PLC负责整体的数据处理、逻辑运算和定位控制。
一、工艺流程
1)PLC首先控制伺服1运送丝网进行定长定位,达到定长然后断丝轴开始运转,开始断丝,断丝完成(限位1)卷网电机按时长运行;
2)之后断丝轴复位(限位2)时触发伺服1再走一个定长(循环开始);
3)同时弯边电机按设定延时转动,弯边轴走到(限位3)伺服2(拧边作用)按拧边角度开始工作;
4)当弯边轴到达(限位4)弯边轴停止,伺服2复位。
二、PLC控制分析
这个控制方法主要是两个步进指令,一个主循环一个辅循环;伺服定位要用到相对定位指令DIVI,手动控制用伺服的速度控制;需要几点注意的,伺服定位的时候根据工艺要求设置加减速时间。
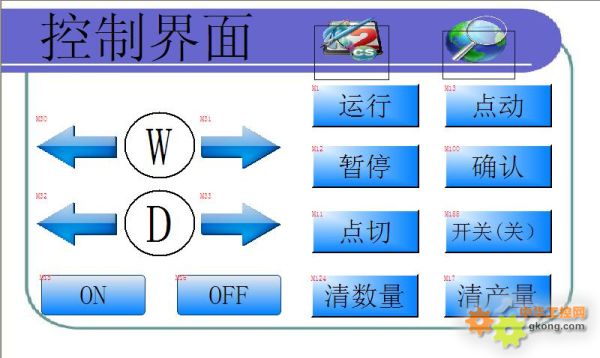
三、HMI分析
HMI上面比较简单,主要是伺服的参数的给定,循环的次数的写入(数量和产量);
总之,这个项目虽然是两轴伺服控制,工艺整体不是很复杂,运用步进指令很好的处理的两个伺服的动作关系,整体工程运行比较顺畅,紧凑。
![附件]()
![附件]()
简介:
丝网设备主要有PLC、HMI、伺服电机、普通电机。
然后HMI注意是设置一些参数。
PLC负责整体的数据处理、逻辑运算和定位控制。
一、工艺流程
1)PLC首先控制伺服1运送丝网进行定长定位,达到定长然后断丝轴开始运转,开始断丝,断丝完成(限位1)卷网电机按时长运行;
2)之后断丝轴复位(限位2)时触发伺服1再走一个定长(循环开始);
3)同时弯边电机按设定延时转动,弯边轴走到(限位3)伺服2(拧边作用)按拧边角度开始工作;
4)当弯边轴到达(限位4)弯边轴停止,伺服2复位。
二、PLC控制分析
这个控制方法主要是两个步进指令,一个主循环一个辅循环;伺服定位要用到相对定位指令DIVI,手动控制用伺服的速度控制;需要几点注意的,伺服定位的时候根据工艺要求设置加减速时间。
三、HMI分析
HMI上面比较简单,主要是伺服的参数的给定,循环的次数的写入(数量和产量);
总之,这个项目虽然是两轴伺服控制,工艺整体不是很复杂,运用步进指令很好的处理的两个伺服的动作关系,整体工程运行比较顺畅,紧凑。

“随心所欲的人机沟通!”——让人和机器沟通无障碍!