














发表于:2013/7/5 16:30:12
#0楼
作者名称 –jone
公司名称 –佛山**绿色包装技术有限公司
摘要:随着社会的不断发展,周围环境的变化使人们越来越多的人意识到环境保护的重要性及紧迫感。国家投入了大批资金和人力物力治理污染,更多的人们也开始使用环保型产品,纸塑成型机就是利用废纸经过一系列工序,变废为宝,为我们生活提供便利。如成型机可以生产蛋托,果托,也可以为生活用品,工业品提供包装盒。
关键词:LOGO,成型机,试用报告,华工祥源,华工还源,节能环保。
一、应用简介
1.应用简述:成型机主要用说生产工业品的防震内衬包装,如电子,电器,通讯器材,电脑配件,仪器仪表等的内包装。
2.公司介绍,本公司已取得纸塑行业的多项专利,通过了ISO9000的管理认证,并取得了出口的CE认证,拥有本行业最全面的最先进胡技术,是目前世界上纸塑机型种类最多的企业,依靠先进的技术,卓越的质量,有竞争力的价格,良好的售后服务本公司赢得胃越来越多的客户,已成为世界范围内纸浆模塑行业最主要的供应商。
二、应用说明
应用功能描述
纸塑成型机有上模和下模,上模动作有吹气和抽气,下模动作有上升下降和吹气抽气。下模上升下降有三个传感器进行定位。
成型机动作过程:自动---下模下降(下位)---下模抽气---下模上升---中位脱水(中位)—下模上升---上模抽气,下模吹气(上位)----下模下降-----上模吹气
其他要求
每个动作都要有手动,自动两种模式,自动时有全自动和半自动两种模式,半自动时加触发条件后继续运行
吹气抽气时间可设置,合模时和故障时报警.
![附件]()
图1成型机样图
![附件]() 图2 xxx系统流程图
图2 xxx系统流程图
1.艺流程说明:图2成型机流程图
注:本流程程图仅作参考不代表产品的实际流程,在此仅作交流学习参考。
2.系统需要分析:
输入输出如下表,输入共14个,输出10个,LOGO基本模块只有8个数字输入点,4个数字输出点,所以就需要添加扩展1个模块DM16为多出的6个输入,6个输出。此系统没有模拟量输入输出,因此不予考虑。又因需要调整抽气吹气时间,所以必须要信息显示面板,及操作按钮。因负载多为24V,所以选择LOGO! 12/24RC 6ED1 052-1MD00-0BA6,扩展模块LOGO! DM16 24R 6ED1 055-1NB10-0BA0
3.LOGO在成型机上应用,LOGO内置逻辑时间继电器减少接线,成本比以前的时间继电器加S7-200要低。
三、应用的设计与实现
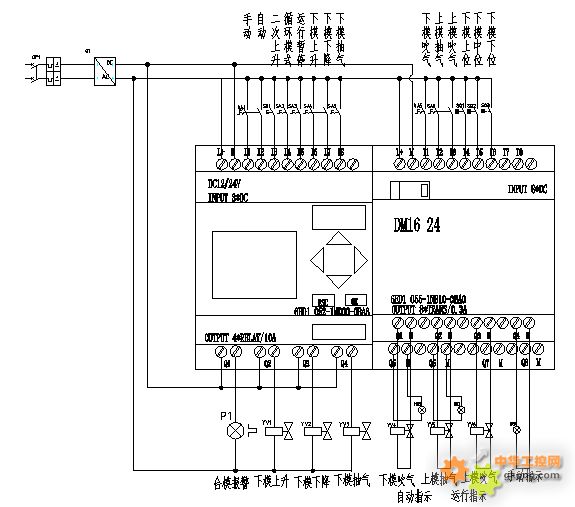
1.电气控制原理图说明
![附件]()
2.I/O分配表(包含LOGO!所有输入输出的地址以及功能说明,如下图)
![附件]() 图2 成型机I/O
图2 成型机I/O
3.LOGO! 控制程序说明
1.自动模式:
![附件]()
2.起始步:
![附件]()
3.下模下降:
![附件]()
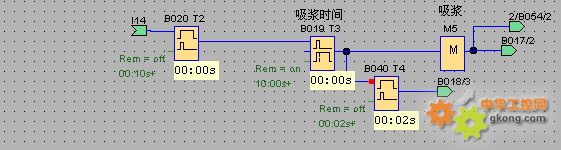
4.吸浆:
![附件]()
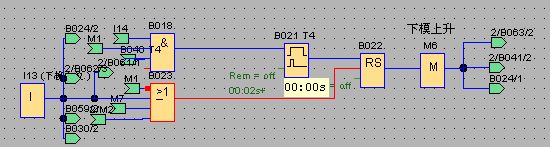
5.下模上升:
![附件]()
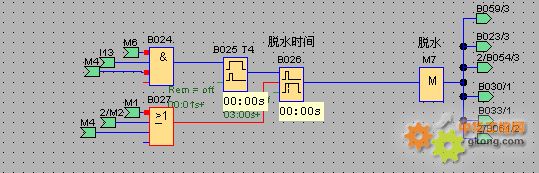
6.脱水:
![附件]()
7.二次上升:
![附件]()
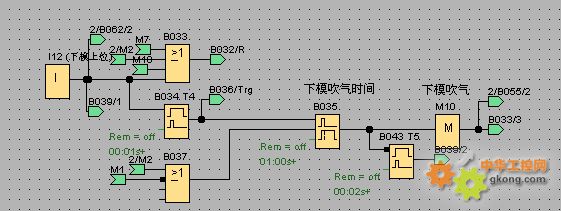
8.下模吹气:
![附件]()
9.上模抽气:
![附件]()
10.上模吹气:
![附件]()
11.合模报警:
![附件]()
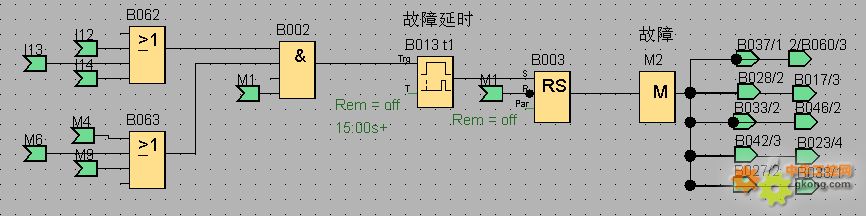
12.运行故障:
![附件]()
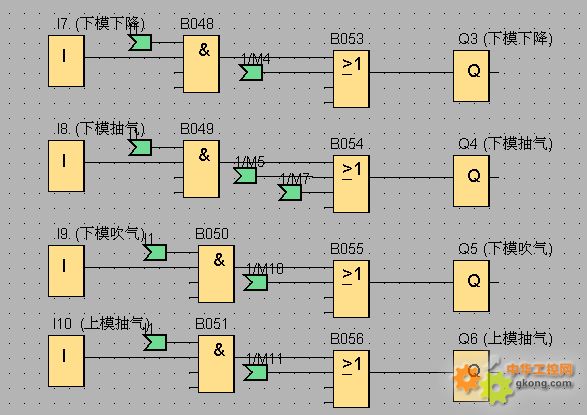
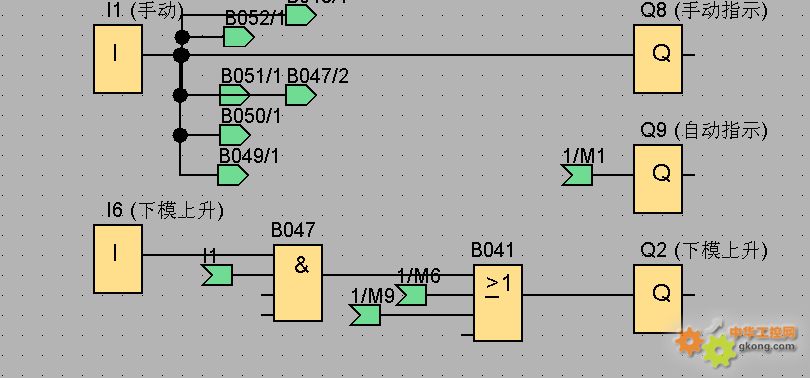
13.手动动作和合模报警
![附件]()
![附件]()
4.应用设备图片展示
![附件]() 图x 电控柜内部结构图
图x 电控柜内部结构图
四、应用体会
1.本人接触较的是S7200,S7300,LOGO产品是想通过这次的活动更多的了解西门子的产品及其应用,以便以后能够提出更好更优化的方案。S7-200,300与LOGO比较:
产品系列 优点 缺点
LOGO
S7-200 小巧灵活,配置方便,能够直接仿真 指令有限,编程不够方便,输入输出有限
S7-300 指令丰富,编程方便,适合中小型项目 西门子没有的仿真软件,仿真比较麻烦
参考文献
[1] 参考文献内容:参考文献LOGO系统手册2011.04
获奖证书:
![附件]()
公司名称 –佛山**绿色包装技术有限公司
摘要:随着社会的不断发展,周围环境的变化使人们越来越多的人意识到环境保护的重要性及紧迫感。国家投入了大批资金和人力物力治理污染,更多的人们也开始使用环保型产品,纸塑成型机就是利用废纸经过一系列工序,变废为宝,为我们生活提供便利。如成型机可以生产蛋托,果托,也可以为生活用品,工业品提供包装盒。
关键词:LOGO,成型机,试用报告,华工祥源,华工还源,节能环保。
一、应用简介
1.应用简述:成型机主要用说生产工业品的防震内衬包装,如电子,电器,通讯器材,电脑配件,仪器仪表等的内包装。
2.公司介绍,本公司已取得纸塑行业的多项专利,通过了ISO9000的管理认证,并取得了出口的CE认证,拥有本行业最全面的最先进胡技术,是目前世界上纸塑机型种类最多的企业,依靠先进的技术,卓越的质量,有竞争力的价格,良好的售后服务本公司赢得胃越来越多的客户,已成为世界范围内纸浆模塑行业最主要的供应商。
二、应用说明
应用功能描述
纸塑成型机有上模和下模,上模动作有吹气和抽气,下模动作有上升下降和吹气抽气。下模上升下降有三个传感器进行定位。
成型机动作过程:自动---下模下降(下位)---下模抽气---下模上升---中位脱水(中位)—下模上升---上模抽气,下模吹气(上位)----下模下降-----上模吹气
其他要求
每个动作都要有手动,自动两种模式,自动时有全自动和半自动两种模式,半自动时加触发条件后继续运行
吹气抽气时间可设置,合模时和故障时报警.

图1成型机样图

1.艺流程说明:图2成型机流程图
注:本流程程图仅作参考不代表产品的实际流程,在此仅作交流学习参考。
2.系统需要分析:
输入输出如下表,输入共14个,输出10个,LOGO基本模块只有8个数字输入点,4个数字输出点,所以就需要添加扩展1个模块DM16为多出的6个输入,6个输出。此系统没有模拟量输入输出,因此不予考虑。又因需要调整抽气吹气时间,所以必须要信息显示面板,及操作按钮。因负载多为24V,所以选择LOGO! 12/24RC 6ED1 052-1MD00-0BA6,扩展模块LOGO! DM16 24R 6ED1 055-1NB10-0BA0
3.LOGO在成型机上应用,LOGO内置逻辑时间继电器减少接线,成本比以前的时间继电器加S7-200要低。
三、应用的设计与实现
1.电气控制原理图说明
2.I/O分配表(包含LOGO!所有输入输出的地址以及功能说明,如下图)

3.LOGO! 控制程序说明
1.自动模式:
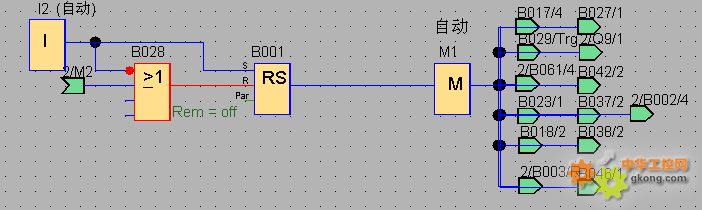
2.起始步:

3.下模下降:

4.吸浆:

5.下模上升:
6.脱水:
7.二次上升:
8.下模吹气:

9.上模抽气:
10.上模吹气:

11.合模报警:
12.运行故障:

13.手动动作和合模报警
4.应用设备图片展示

四、应用体会
1.本人接触较的是S7200,S7300,LOGO产品是想通过这次的活动更多的了解西门子的产品及其应用,以便以后能够提出更好更优化的方案。S7-200,300与LOGO比较:
产品系列 优点 缺点
LOGO
S7-200 小巧灵活,配置方便,能够直接仿真 指令有限,编程不够方便,输入输出有限
S7-300 指令丰富,编程方便,适合中小型项目 西门子没有的仿真软件,仿真比较麻烦
参考文献
[1] 参考文献内容:参考文献LOGO系统手册2011.04
获奖证书:
[此贴子已经被作者于2013/7/15 9:47:54编辑过]
温馨提示:
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题

