














发表于:2013/6/18 9:43:16
#0楼
维控HMI和PLC在多层板切板机的应用
一、 简介
多层板切板机,主要分为输送带与切板机部分的组合机械,因全机都是变频器与电机控制,所以精度要求不是很高。对编码器的要求比较严格。
![附件]()
图1 切板机整体图
图2为切板机电控柜照片,使用维控LX 2N 40点PLC与LEVI 700L的人机界面以及一台客户提供的变频器。
![附件]()
图2 电控柜
二、 注意事项
1、长度计算是通过读取编码器的脉冲数来做计算,因此对编码器的机械位置要求较高。
2、每1880mm一块板,因变频器的减速效果不是很好,所以读取数据会比实际设定数据长,要经过多次采样,计算平均值来减小误差。
3、界面设有调试用版长与设定距离。
4、图3为切完推出后,木板摆放位置,客户要求要保持平整。
![附件]()
图3切板推出后木材堆放位置
三、 组成部分
1、HMI部分,如图4所示为参数设置部分。调试总长与写入确定,都有部件等级密码,已测安全。并通过这两个部件完成前期调试长度的功能。
![附件]()
图4 参数画面
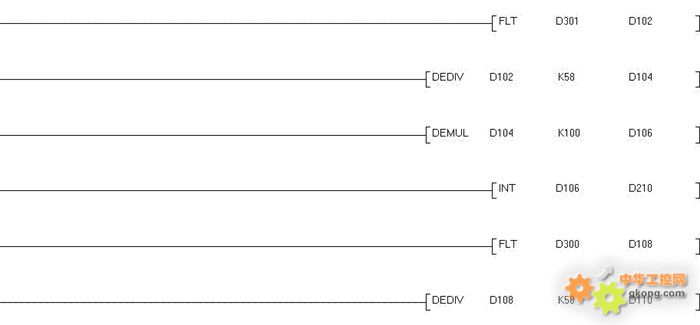
2、PLC多是数据的转换与计算,为了最后得出的数据更加精确,所以尽量用浮点数在做中间过度的数据运算。
![附件]()
四、 结束语
经测试实际长度与测量值的误差在25px左右,符合厂家要求,并比原系统精稳定性更高,精度也更高,替换了原系统的PLC与人机界面,成功的在同一设备上体现了维控产品优势,在与科威PLC的对比中取得了理想的成绩,真正意义上得到了客户的认可
一、 简介
多层板切板机,主要分为输送带与切板机部分的组合机械,因全机都是变频器与电机控制,所以精度要求不是很高。对编码器的要求比较严格。

图1 切板机整体图
图2为切板机电控柜照片,使用维控LX 2N 40点PLC与LEVI 700L的人机界面以及一台客户提供的变频器。
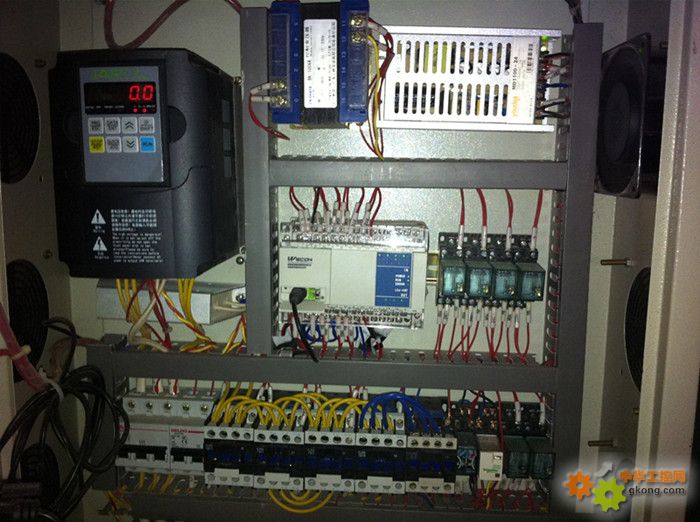
图2 电控柜
二、 注意事项
1、长度计算是通过读取编码器的脉冲数来做计算,因此对编码器的机械位置要求较高。
2、每1880mm一块板,因变频器的减速效果不是很好,所以读取数据会比实际设定数据长,要经过多次采样,计算平均值来减小误差。
3、界面设有调试用版长与设定距离。
4、图3为切完推出后,木板摆放位置,客户要求要保持平整。

图3切板推出后木材堆放位置
三、 组成部分
1、HMI部分,如图4所示为参数设置部分。调试总长与写入确定,都有部件等级密码,已测安全。并通过这两个部件完成前期调试长度的功能。
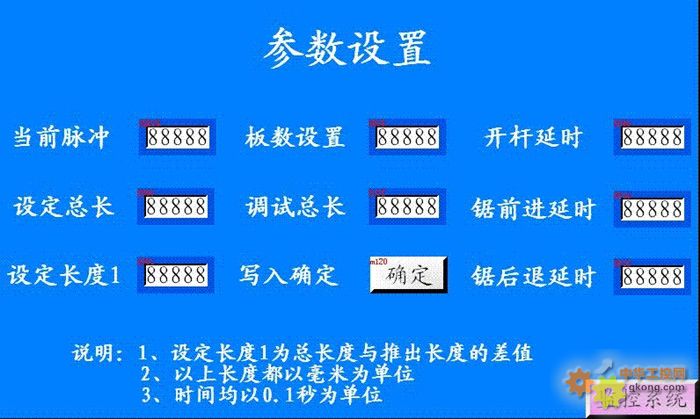
图4 参数画面
2、PLC多是数据的转换与计算,为了最后得出的数据更加精确,所以尽量用浮点数在做中间过度的数据运算。
四、 结束语
经测试实际长度与测量值的误差在25px左右,符合厂家要求,并比原系统精稳定性更高,精度也更高,替换了原系统的PLC与人机界面,成功的在同一设备上体现了维控产品优势,在与科威PLC的对比中取得了理想的成绩,真正意义上得到了客户的认可
[此贴子已经被作者于2013/6/18 9:45:16编辑过]
“随心所欲的人机沟通!”——让人和机器沟通无障碍!