














发表于:2013/3/16 11:59:09
#10楼
以下是引用wushulin在2013/3/15 8:14:25的发言:
自动控制必须走绝对位置,往返动作这样才不会产生误差。
不过只固定一个位置可以走相对位置,去时走相对位,回时走回原点。
自动控制必须走绝对位置,往返动作这样才不会产生误差。
不过只固定一个位置可以走相对位置,去时走相对位,回时走回原点。
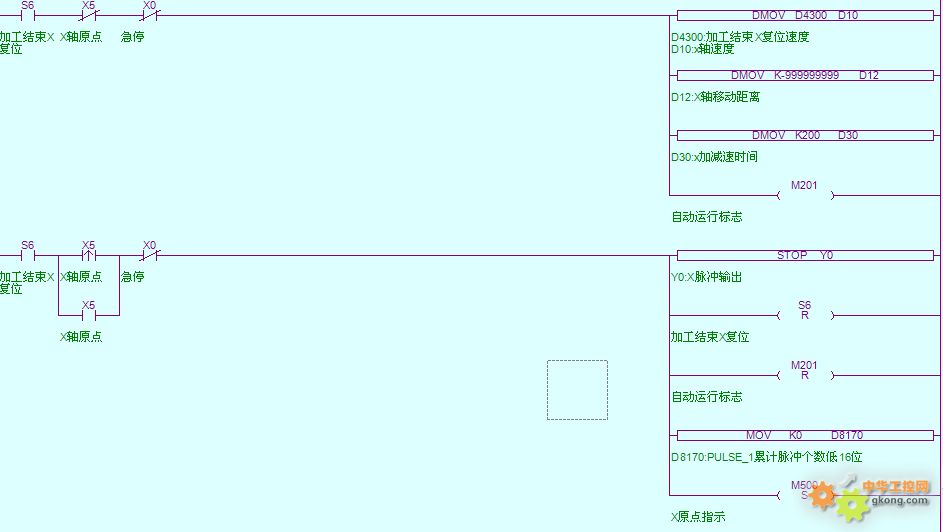
我用这个方法回原点可行吗 后退过程中 原点信号上升沿 停止脉冲输出且给脉冲寄存器清零 这个回原点方法可以用在DPLSR吗 精度怎样
[此贴子已经被作者于2013/3/16 12:10:51编辑过]
