














发表于:2012/12/24 9:51:11
#0楼
这个程序改怎么这些,实在是能力有限,搞不出来。
请师父们指点一二:
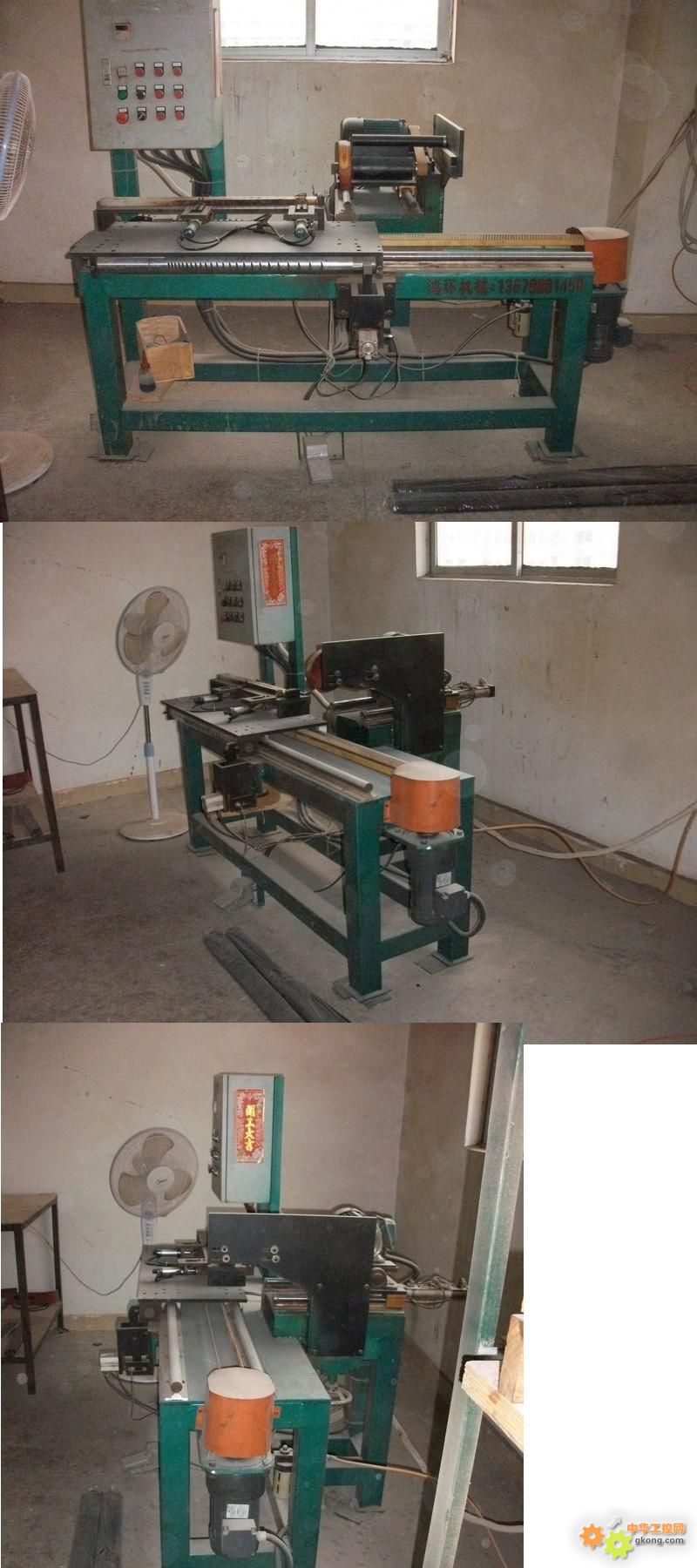
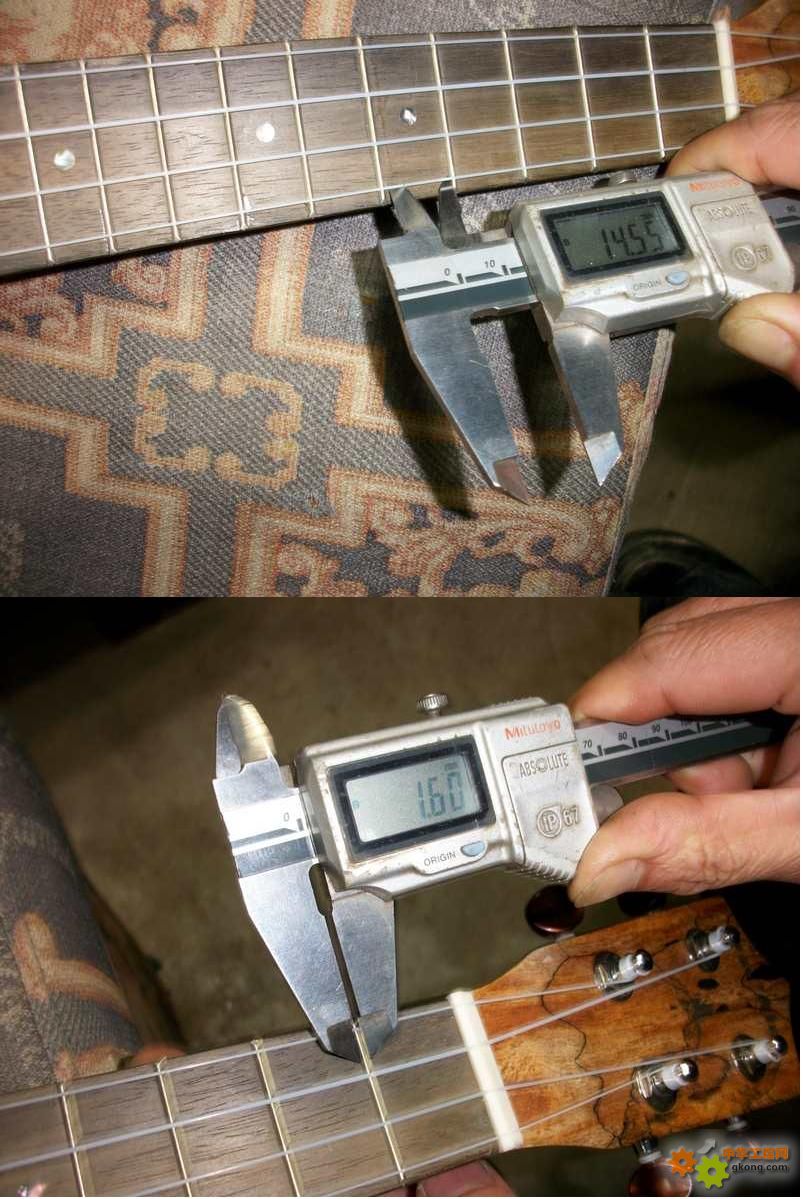
我们要改造一部吉他音阶开槽机。
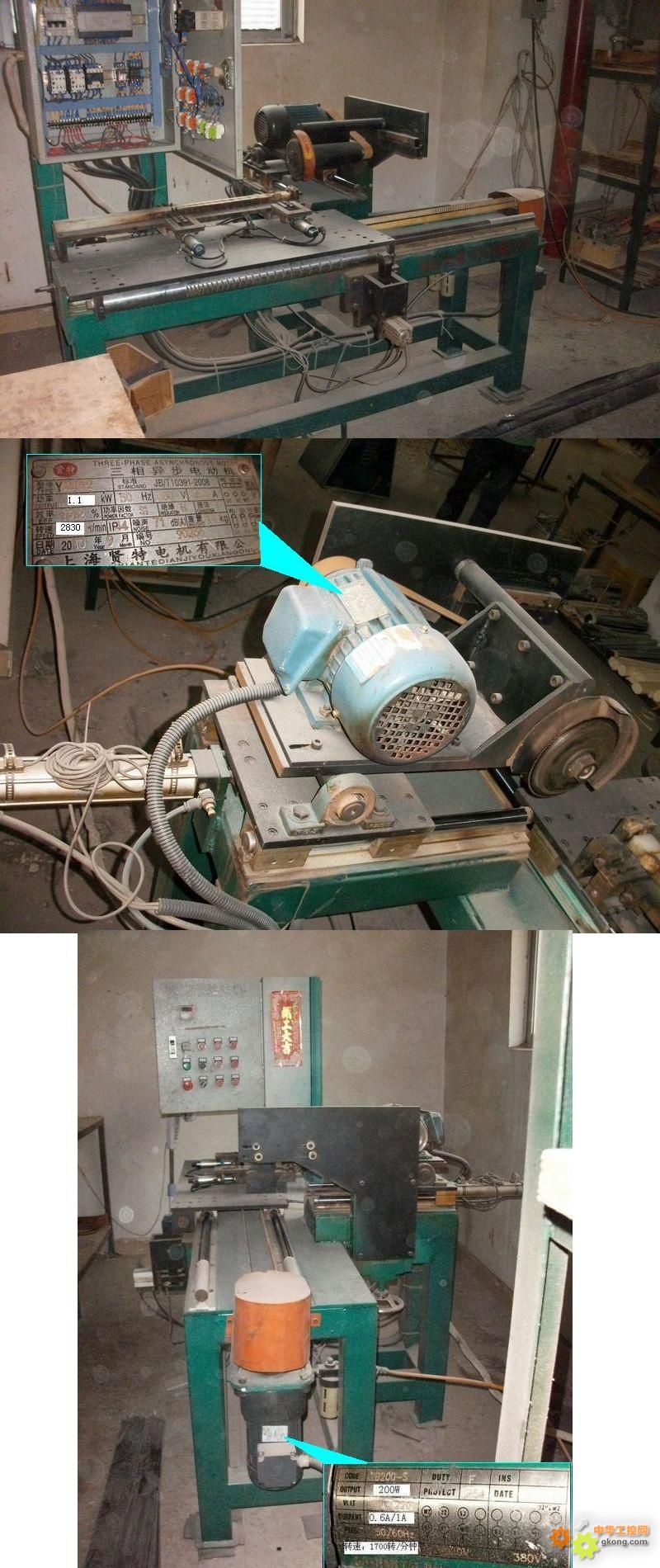
旧机的槽位移动距离是靠异步电机+离合器+卡位实现的。
现在要求槽位移动距离用步进电机实现。只要在触屏上输入一个数据,PLC就可以根据这个数据运算,指令工作台按程序运算结果完成槽位移动距离。
动作流程:
启动-夹住工件-工作台移动A毫米-锯片伸出锯槽-工作台移动B毫米-锯片伸出锯槽------------工作台移动Q毫米-锯片伸出锯槽-回原点-放松工件-结束。
说明:
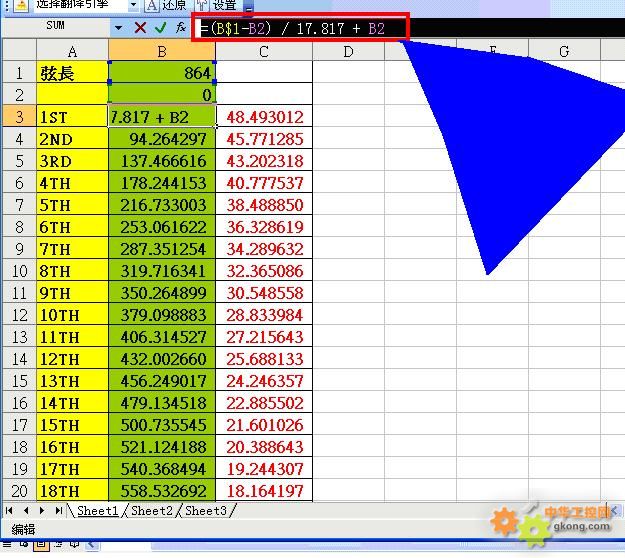
1、A、B---Q是不相等的。用公式(B$1-B2) / 17.817 + B2算出。
2、一共18个位置。
谢谢了。

![附件]()
![附件]()
![附件]()
![附件]()
![附件]()
![附件]()
![附件]()
![附件]() 想看视频文件的请留下邮箱,一个星期内保证发送。
想看视频文件的请留下邮箱,一个星期内保证发送。
请师父们指点一二:
我们要改造一部吉他音阶开槽机。
旧机的槽位移动距离是靠异步电机+离合器+卡位实现的。
现在要求槽位移动距离用步进电机实现。只要在触屏上输入一个数据,PLC就可以根据这个数据运算,指令工作台按程序运算结果完成槽位移动距离。
动作流程:
启动-夹住工件-工作台移动A毫米-锯片伸出锯槽-工作台移动B毫米-锯片伸出锯槽------------工作台移动Q毫米-锯片伸出锯槽-回原点-放松工件-结束。
说明:
1、A、B---Q是不相等的。用公式(B$1-B2) / 17.817 + B2算出。
2、一共18个位置。
谢谢了。




附件:
[本地下载][此贴子已经被作者于2012/12/24 9:56:59编辑过]

