发表于:2012/12/10 15:29:22
#0楼
LOGO!产品体验在灌装机色标定位控制的应用
任京乐
摘要:本文根据灌装机生产线色标定位工序的控制需求,采用LOGO!智能化编程逻辑控制,实现灌装管的色标定位。文中通过采用传统继电器逻辑控制电路与LOGO!智能化逻辑控制对比,描述了LOGO!逻辑编程应用的过程。
关键词:LOGO!;灌装机;色标定位;智能控制
一、应用简介
1. 本项目应用于灌装机生产线的罐装管色标定位。解决罐装管封装以后,色标位置满足产品的检验合格标准问题。在没有此工艺控制之前,灌装管因色标位置不正,导致产品不合格率很高。造成原材料的浪费。完全由人工操作完成罐装管的色标定位,在灌装机流水线上速度太慢,严重影响生产进度,且造成操作工劳动强度极大。本项目功能实现以后,即解脱了人工体力劳动,做到无人值守的自动化操作;也提高了产品的合格率。为灌装机实现全自动化生产起到了关键作用。
2. 天津科达动力测控技术有限公司是动力测试设备的专业制造商。它坐落于天津大学内,依托天津内燃机研究所,从事内燃机测试技术领域的产品研发和生产已有30余年的历史。我国第一台国产小型高速直流电力测功机于上世纪的80年代初,就诞生在公司的前身研究所第六研究室。目前该公司主要产品是交直流电力测功机系统;底盘测功机系统。在国内的中小型内燃机行业具有一定的知名度。
二.应用说明
1. 应用功能描述;首先说明什么是色标定位,下图示表明了合格与不合格品:
![附件]()
由图1所知,罐装管定位就是把色标位置置于罐体正中部,然后再封装管底部,把商标和说明置于罐装管的正反面正中部。满足罐装管的外观品质要求。
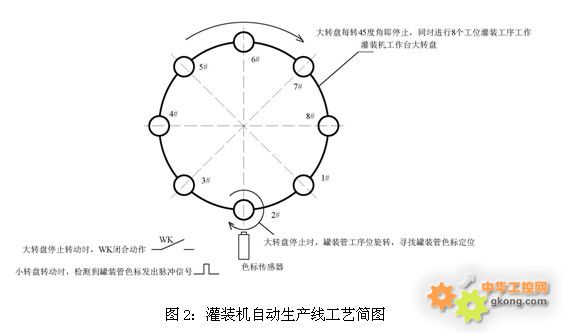
2. 工艺流程说明:灌装机的生产工艺描述见下图2示:
![附件]()
它是由一个大转盘及转盘上8个工位组成的自动生产线系统。其中:
1#工位:由机械手放置空管
2#工位:由一个直流伺服电机驱动工位自旋转,色标传感器检测空管上的印刷色标,一旦检测到色标,切断驱动电机电源,2#工位自转停止;
3#工位:向空管内装药;
4#工位:对装有药的管封口;
5#工位:对罐装管封口部位进行裁剪切齐;
6#工位:罐装管成品输出;
7#及8#工位:空缺。
自动化生产线运行过程中,大盘每到一个工位,都要停止几秒钟。各工序开始各自的操作,然后大盘转动。下一个工位停止,再停止几秒钟。各工序各自操作。周而复始,循环生产。
生产线对罐装管色标检测工位(2#)的控制要求:在大盘转动时,2#工位有一个位置开关WK打开;大盘停止时,WK闭合。当WK闭合时,要求2#工位应立即自转,色标传感器检测空管的色标,一旦检测到色标时,传感器发出一个脉冲信号(因为空管以每分钟80转的速度自转,所以色标检测传感器输出的是一个沿触发信号)。由此,2#工位的控制工艺要求是,WK闭合,2#工位立即自转;色标传感器发出脉冲信号时,2#工位立即停止自转。
三、应用的设计与实现
1. 采用传统的继电器开关逻辑控制方法
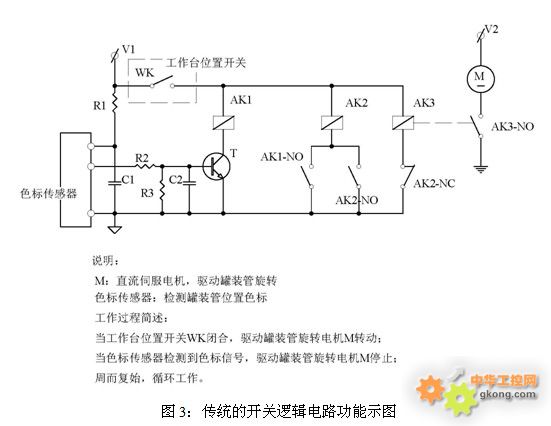
由图1和图2描述的控制需求,采用传统的开关逻辑控制,比较麻烦。特别是针对色标检测信号的沿触发问题,要求应有一个快速的保持电路以满足工位自转立即停止的需求。而且还要适时的将其解除保持,为下一个操作复位。由此设计的触点开关逻辑控制电路如下图3示:
![附件]()
该逻辑控制电路从原理上分析,能够满足要求。但实际控制中存在可靠性问题。往往由于色标传感器的输出沿触发信号不可靠导致自保电路不能锁住输出,工位自转停止不了。需要反复的调节色标传感器的输出脉冲宽度和信号的强度,以保证在接受到色标信号时,能使后面的AK2自保控制电路可靠锁存,电机停止。
2. 用LOGO!实现智能化逻辑控制方法
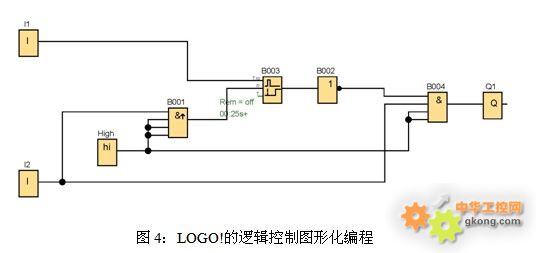
采用LOGO!来实现灌装机2#工位的逻辑控制,则是易如反掌的事情。逻辑编程如下图4所示:
![附件]()
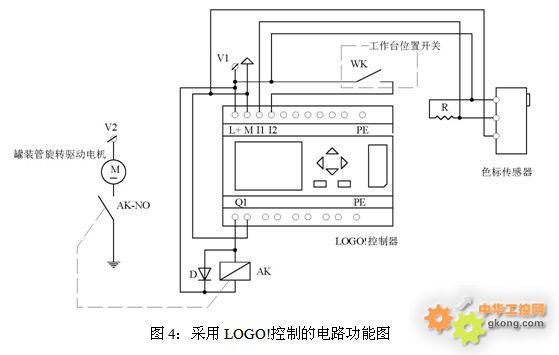
图中,I1为色标传感器的沿触发信号输入,I2为WK位置开关信号。通过仿真测试,电路工作非常可靠。它的硬件电路功能图如下图4所示:
![附件]()
四.应用体会
应用LOGO!实现灌装机2#工位的色标定位控制,解决了传统开关逻辑电路对沿触发形式造成的调试困难与自锁不可靠问题。简化了现场的控制和调试难度,提高了系统的工作可靠性。轻松完成了灌装机生产线自动化操作。彰显LOGO!其应用简单、灵活、智能化的特点。
参考文献
[1] 参考文献内容:《LOGO!控制器实训教程》;作者张子义译
[2] 参考文献内容:《电气传动自动化技术手册》;机械工业出版社;天津电气传动设计研究所编著
[3] 参考文献内容:《西门子智能逻辑控制器 LOGO! Soft Comfort V7.0》光盘资料
任京乐
摘要:本文根据灌装机生产线色标定位工序的控制需求,采用LOGO!智能化编程逻辑控制,实现灌装管的色标定位。文中通过采用传统继电器逻辑控制电路与LOGO!智能化逻辑控制对比,描述了LOGO!逻辑编程应用的过程。
关键词:LOGO!;灌装机;色标定位;智能控制
一、应用简介
1. 本项目应用于灌装机生产线的罐装管色标定位。解决罐装管封装以后,色标位置满足产品的检验合格标准问题。在没有此工艺控制之前,灌装管因色标位置不正,导致产品不合格率很高。造成原材料的浪费。完全由人工操作完成罐装管的色标定位,在灌装机流水线上速度太慢,严重影响生产进度,且造成操作工劳动强度极大。本项目功能实现以后,即解脱了人工体力劳动,做到无人值守的自动化操作;也提高了产品的合格率。为灌装机实现全自动化生产起到了关键作用。
2. 天津科达动力测控技术有限公司是动力测试设备的专业制造商。它坐落于天津大学内,依托天津内燃机研究所,从事内燃机测试技术领域的产品研发和生产已有30余年的历史。我国第一台国产小型高速直流电力测功机于上世纪的80年代初,就诞生在公司的前身研究所第六研究室。目前该公司主要产品是交直流电力测功机系统;底盘测功机系统。在国内的中小型内燃机行业具有一定的知名度。
二.应用说明
1. 应用功能描述;首先说明什么是色标定位,下图示表明了合格与不合格品:

由图1所知,罐装管定位就是把色标位置置于罐体正中部,然后再封装管底部,把商标和说明置于罐装管的正反面正中部。满足罐装管的外观品质要求。
2. 工艺流程说明:灌装机的生产工艺描述见下图2示:
它是由一个大转盘及转盘上8个工位组成的自动生产线系统。其中:
1#工位:由机械手放置空管
2#工位:由一个直流伺服电机驱动工位自旋转,色标传感器检测空管上的印刷色标,一旦检测到色标,切断驱动电机电源,2#工位自转停止;
3#工位:向空管内装药;
4#工位:对装有药的管封口;
5#工位:对罐装管封口部位进行裁剪切齐;
6#工位:罐装管成品输出;
7#及8#工位:空缺。
自动化生产线运行过程中,大盘每到一个工位,都要停止几秒钟。各工序开始各自的操作,然后大盘转动。下一个工位停止,再停止几秒钟。各工序各自操作。周而复始,循环生产。
生产线对罐装管色标检测工位(2#)的控制要求:在大盘转动时,2#工位有一个位置开关WK打开;大盘停止时,WK闭合。当WK闭合时,要求2#工位应立即自转,色标传感器检测空管的色标,一旦检测到色标时,传感器发出一个脉冲信号(因为空管以每分钟80转的速度自转,所以色标检测传感器输出的是一个沿触发信号)。由此,2#工位的控制工艺要求是,WK闭合,2#工位立即自转;色标传感器发出脉冲信号时,2#工位立即停止自转。
三、应用的设计与实现
1. 采用传统的继电器开关逻辑控制方法
由图1和图2描述的控制需求,采用传统的开关逻辑控制,比较麻烦。特别是针对色标检测信号的沿触发问题,要求应有一个快速的保持电路以满足工位自转立即停止的需求。而且还要适时的将其解除保持,为下一个操作复位。由此设计的触点开关逻辑控制电路如下图3示:
该逻辑控制电路从原理上分析,能够满足要求。但实际控制中存在可靠性问题。往往由于色标传感器的输出沿触发信号不可靠导致自保电路不能锁住输出,工位自转停止不了。需要反复的调节色标传感器的输出脉冲宽度和信号的强度,以保证在接受到色标信号时,能使后面的AK2自保控制电路可靠锁存,电机停止。
2. 用LOGO!实现智能化逻辑控制方法
采用LOGO!来实现灌装机2#工位的逻辑控制,则是易如反掌的事情。逻辑编程如下图4所示:
图中,I1为色标传感器的沿触发信号输入,I2为WK位置开关信号。通过仿真测试,电路工作非常可靠。它的硬件电路功能图如下图4所示:
四.应用体会
应用LOGO!实现灌装机2#工位的色标定位控制,解决了传统开关逻辑电路对沿触发形式造成的调试困难与自锁不可靠问题。简化了现场的控制和调试难度,提高了系统的工作可靠性。轻松完成了灌装机生产线自动化操作。彰显LOGO!其应用简单、灵活、智能化的特点。
参考文献
[1] 参考文献内容:《LOGO!控制器实训教程》;作者张子义译
[2] 参考文献内容:《电气传动自动化技术手册》;机械工业出版社;天津电气传动设计研究所编著
[3] 参考文献内容:《西门子智能逻辑控制器 LOGO! Soft Comfort V7.0》光盘资料
[此贴子已经被作者于2012/12/11 9:09:05编辑过]