














发表于:2012/12/10 14:41:23
#0楼
LOGO在化工用气动长城卡(QCSK15)上的试用报告
卢学彬
摘要:为了提高产品性能,适应市场,方便程序设计,根据气动长城双卡封口机的工艺要求,设计了一套基于SIMATIC LOGO 的控制系统。在实际生产中该系统工作稳定,受到客户好评。
关键词:LOGO: 气动长城双卡封口机:6ED1 052-IMD00-0BA6
一、应用简介
1. 应用简介:随着胶类化工行业的发展,市场的需求,客户对玻璃胶软包装产品的要求不断提高,工艺要求不断更改,这样就需要程序设计灵活,更改方便,经济实用的控制器来控制本机。SIEMENS LOGO 刚好满足本机要求。
2. 公司介绍:石家庄晓进机械制造科技有限公司(化工)位于石家庄市区内,创建于1986年,主要从事化工机械及一些科技含量较高、加个难度较大的非标设备。主要产品有真空定量灌装机、长城双卡封口机、热合机、矿用锚固剂生产线以及其它相关配套产品(如长城型铝卡、铝卡扣、合金铝丝等)
企业曾获得 “优秀民营科技企业”、“十佳私营企业”、“质量、信誉双保障示范单位”等光荣称号。
二、应用说明
1. 设备简图:
![附件]()
该设备用于玻璃胶、聚氨酯胶、太阳能电池胶等软包装产品的打卡封口使用。通过与上位机(热合灌装机等)的配合实现软包装的自动生产作业。
本机采用气缸作为动力执行原件,有结构简单,操作方便等特点。
打卡频率:20—30次/分钟 气源压力:0.5—0.7Mpa 电源:220V/单相
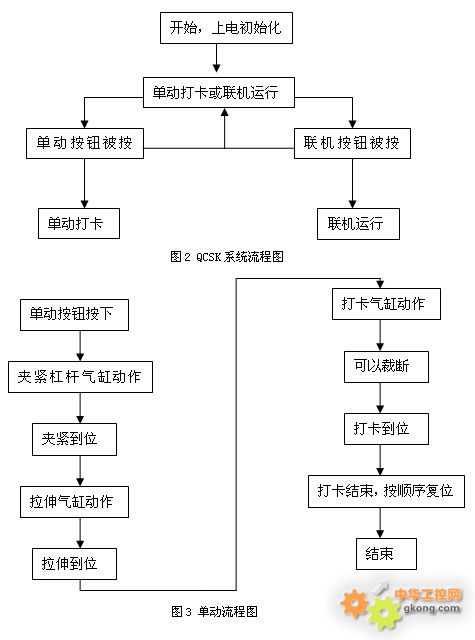
2. 工艺流程说明:
本机与热合机、灌胶机相互配合,完成片状包装膜的纵向热合封装-制成管状薄膜,物料填充进入管状薄膜-计量完成-横向封口等。
本机分为单动:(单动封口)联动:(连续自动化生产)调试:(机器动作分解操作,方便设备的安装调试)
![附件]()
![附件]()
3. 系统需要分析:
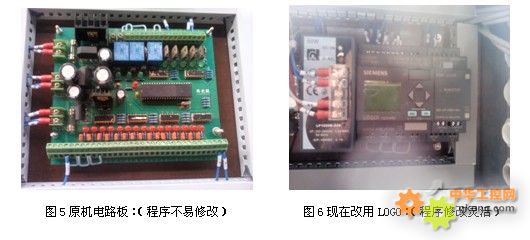
由于本机的执行原机为气动机构,需要电磁阀来完成对各可动部件的控制操作,SIEMENS LOGO 为继电器输出,带载能力强,(单一触电为10A)完全满足本机要求,且又为国际知名品牌,性价比也不错,又支持现场程序修改,免去了高额的上门调试费用,又节省了一笔不小的售后维护成本。对产品的档次也有了一定的提升,所以SIEMENS LOGO 是一个不错的选择。
LOGO 相对于原来的单片机控制方案有很多有点,程序容易修改,且现场可以修改,这是最重要的,性能有所提升,故障率降低等。
![附件]()
三、应用的设计与实现
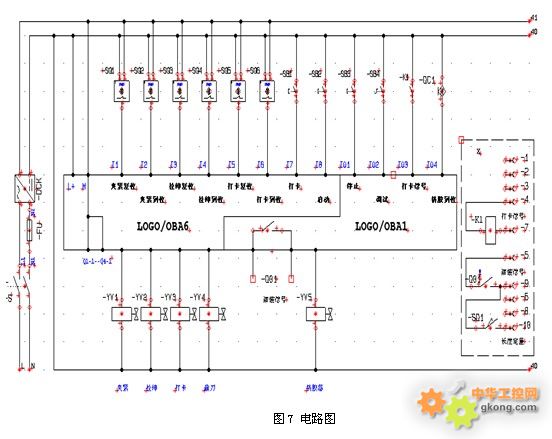
1. 电气控制原理图说明:
电源由保险FU接入开关电源DCK,经开关电源整流后得到恒定的24V直流电压,给LOGO!控制器供电,同时供给所有的传感器、按钮以及电磁阀。由联机插座X引入、引出所有的信号线,供本机与其它设备联机使用。
![附件]()
2. I/O分配表:
![附件]()
3. LOGO! 控制程序说明:
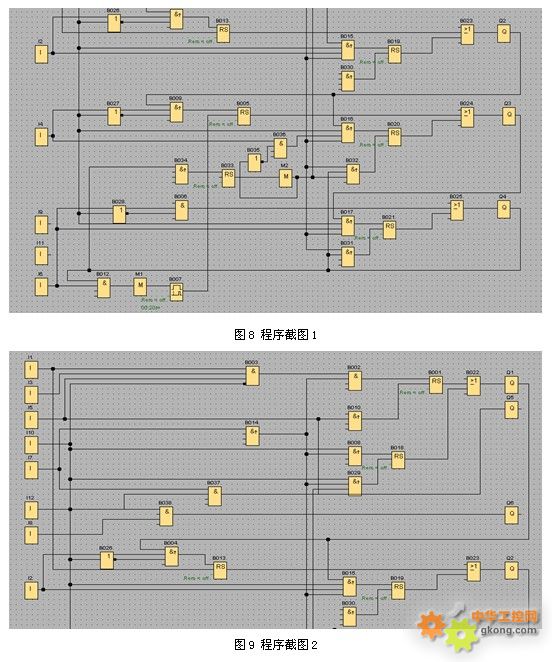
单动程序:机器处于复位到初始状态,LOGO!输入点I1、I3、I5有信号输入,如果此时没有调试信号接入(I11);按下打卡按钮(I7);此时夹紧气缸动作(Q1);夹紧到位(I2);拉伸气缸动作(Q2);拉伸到位(I4);打卡气缸动作(Q3);打卡到位,自保持延时;裁刀气缸动作(Q4);打卡气缸与裁刀气缸同时断电复位(Q3/Q4);打卡复位(I5)接入;夹紧气缸断电复位(Q1);夹紧复位(I1)接入;拉伸气缸断电复位(Q2);机器重新回到初始状态,等待下一次的操作命令。
点动程序:机器处于复位到初始状态,LOGO!输入点I1、I3、I5有信号输入,如果此时有调试信号接入(I10);按下打卡按钮(I7);此时夹紧气缸动作(Q1);夹紧到位(I2);再次按下打卡按钮(I7);拉伸气缸动作(Q2);拉伸到位(I4);再次按下打卡按钮(I7);打卡气缸动作(Q3);打卡到位,自保持延时;裁刀气缸动作(Q4);再次按下打卡按钮(I7);打卡气缸与裁刀气缸同时断电复位(Q3/Q4);打卡复位(I5)接入;再次按下打卡按钮(I7);夹紧气缸断电复位(Q1);夹紧复位(I1)接入;再次按下打卡按钮(I7);拉伸气缸断电复位(Q2);机器重新回到初始状态,等待下一次的操作命令。
联动程序:机器处于复位到初始状态,LOGO!输入点I1、I3、I5有信号输入,此时按下联动按钮(I8);本机发出打卡信号(Q5);上位机得到信号开始灌装,灌装结束,上位机发出打卡信号,本机打卡信号有信号输入(I11);本机启动打卡程序,夹紧,拉伸动作,如果此时挤胶到位没有信号输入,机器进入挤胶程序(I6),挤胶到位(I12);打卡,裁刀动作,打卡结束,各气缸复位,本机发出灌装信号,重复以上步骤......直到停止按钮被按下,动作结束。
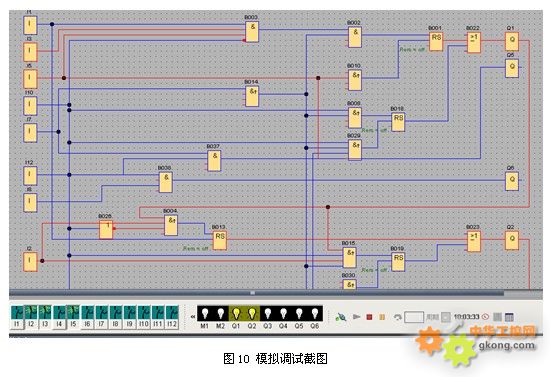
4. 程序截图:
![附件]()
![附件]()
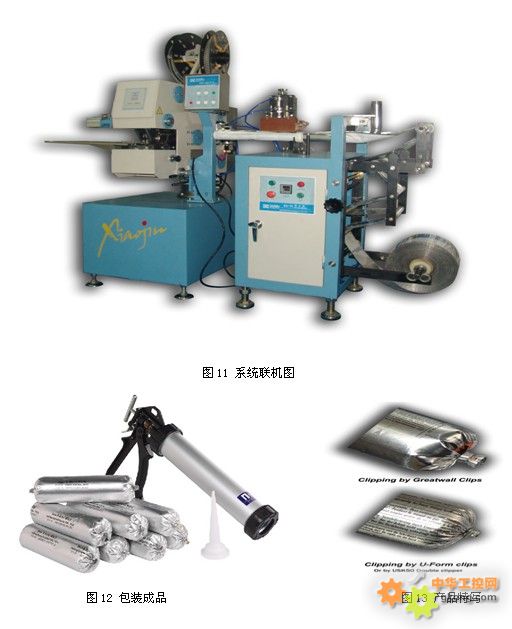
5. 应用设备图片展示:
![附件]()
四、应用体会
本机软件部分使用LOGO!Soft Comfort编写,该软件应用灵活,可以针对不同的人群,有多种编程方式,(梯形图与逻辑区块图等)编程非常灵活方便,且支持在线仿真,真正做到了所见即所得,设计即完成。
该软件自带的帮助信息非常实用,其自带的信息非常实用,包含大量的提示,编程实例与使用技巧。基本不需要借助其它的资料即可完成LOGO的程序设计。
LOGO 程序编写简单,灵活,方便;外部配线简单,方便,尤其带载能力极强的继电器输出,在一些小型,要求低成本,高灵活性,要求实现基本自动化的设备上非常适用。
个人感觉LOGO是一款非常不错的可编程继电控制产品。尤其是其现场编程功能非常实用,且LOGO本身自带的显示器还可以显示简单的报警信息,对设备的故障查找很有帮助。
参考文献:
LOGO!Soft Comfort 软件自带的帮助文件
卢学彬
摘要:为了提高产品性能,适应市场,方便程序设计,根据气动长城双卡封口机的工艺要求,设计了一套基于SIMATIC LOGO 的控制系统。在实际生产中该系统工作稳定,受到客户好评。
关键词:LOGO: 气动长城双卡封口机:6ED1 052-IMD00-0BA6
一、应用简介
1. 应用简介:随着胶类化工行业的发展,市场的需求,客户对玻璃胶软包装产品的要求不断提高,工艺要求不断更改,这样就需要程序设计灵活,更改方便,经济实用的控制器来控制本机。SIEMENS LOGO 刚好满足本机要求。
2. 公司介绍:石家庄晓进机械制造科技有限公司(化工)位于石家庄市区内,创建于1986年,主要从事化工机械及一些科技含量较高、加个难度较大的非标设备。主要产品有真空定量灌装机、长城双卡封口机、热合机、矿用锚固剂生产线以及其它相关配套产品(如长城型铝卡、铝卡扣、合金铝丝等)
企业曾获得 “优秀民营科技企业”、“十佳私营企业”、“质量、信誉双保障示范单位”等光荣称号。
二、应用说明
1. 设备简图:

该设备用于玻璃胶、聚氨酯胶、太阳能电池胶等软包装产品的打卡封口使用。通过与上位机(热合灌装机等)的配合实现软包装的自动生产作业。
本机采用气缸作为动力执行原件,有结构简单,操作方便等特点。
打卡频率:20—30次/分钟 气源压力:0.5—0.7Mpa 电源:220V/单相
2. 工艺流程说明:
本机与热合机、灌胶机相互配合,完成片状包装膜的纵向热合封装-制成管状薄膜,物料填充进入管状薄膜-计量完成-横向封口等。
本机分为单动:(单动封口)联动:(连续自动化生产)调试:(机器动作分解操作,方便设备的安装调试)

3. 系统需要分析:
由于本机的执行原机为气动机构,需要电磁阀来完成对各可动部件的控制操作,SIEMENS LOGO 为继电器输出,带载能力强,(单一触电为10A)完全满足本机要求,且又为国际知名品牌,性价比也不错,又支持现场程序修改,免去了高额的上门调试费用,又节省了一笔不小的售后维护成本。对产品的档次也有了一定的提升,所以SIEMENS LOGO 是一个不错的选择。
LOGO 相对于原来的单片机控制方案有很多有点,程序容易修改,且现场可以修改,这是最重要的,性能有所提升,故障率降低等。
三、应用的设计与实现
1. 电气控制原理图说明:
电源由保险FU接入开关电源DCK,经开关电源整流后得到恒定的24V直流电压,给LOGO!控制器供电,同时供给所有的传感器、按钮以及电磁阀。由联机插座X引入、引出所有的信号线,供本机与其它设备联机使用。
2. I/O分配表:

3. LOGO! 控制程序说明:
单动程序:机器处于复位到初始状态,LOGO!输入点I1、I3、I5有信号输入,如果此时没有调试信号接入(I11);按下打卡按钮(I7);此时夹紧气缸动作(Q1);夹紧到位(I2);拉伸气缸动作(Q2);拉伸到位(I4);打卡气缸动作(Q3);打卡到位,自保持延时;裁刀气缸动作(Q4);打卡气缸与裁刀气缸同时断电复位(Q3/Q4);打卡复位(I5)接入;夹紧气缸断电复位(Q1);夹紧复位(I1)接入;拉伸气缸断电复位(Q2);机器重新回到初始状态,等待下一次的操作命令。
点动程序:机器处于复位到初始状态,LOGO!输入点I1、I3、I5有信号输入,如果此时有调试信号接入(I10);按下打卡按钮(I7);此时夹紧气缸动作(Q1);夹紧到位(I2);再次按下打卡按钮(I7);拉伸气缸动作(Q2);拉伸到位(I4);再次按下打卡按钮(I7);打卡气缸动作(Q3);打卡到位,自保持延时;裁刀气缸动作(Q4);再次按下打卡按钮(I7);打卡气缸与裁刀气缸同时断电复位(Q3/Q4);打卡复位(I5)接入;再次按下打卡按钮(I7);夹紧气缸断电复位(Q1);夹紧复位(I1)接入;再次按下打卡按钮(I7);拉伸气缸断电复位(Q2);机器重新回到初始状态,等待下一次的操作命令。
联动程序:机器处于复位到初始状态,LOGO!输入点I1、I3、I5有信号输入,此时按下联动按钮(I8);本机发出打卡信号(Q5);上位机得到信号开始灌装,灌装结束,上位机发出打卡信号,本机打卡信号有信号输入(I11);本机启动打卡程序,夹紧,拉伸动作,如果此时挤胶到位没有信号输入,机器进入挤胶程序(I6),挤胶到位(I12);打卡,裁刀动作,打卡结束,各气缸复位,本机发出灌装信号,重复以上步骤......直到停止按钮被按下,动作结束。
4. 程序截图:
5. 应用设备图片展示:
四、应用体会
本机软件部分使用LOGO!Soft Comfort编写,该软件应用灵活,可以针对不同的人群,有多种编程方式,(梯形图与逻辑区块图等)编程非常灵活方便,且支持在线仿真,真正做到了所见即所得,设计即完成。
该软件自带的帮助信息非常实用,其自带的信息非常实用,包含大量的提示,编程实例与使用技巧。基本不需要借助其它的资料即可完成LOGO的程序设计。
LOGO 程序编写简单,灵活,方便;外部配线简单,方便,尤其带载能力极强的继电器输出,在一些小型,要求低成本,高灵活性,要求实现基本自动化的设备上非常适用。
个人感觉LOGO是一款非常不错的可编程继电控制产品。尤其是其现场编程功能非常实用,且LOGO本身自带的显示器还可以显示简单的报警信息,对设备的故障查找很有帮助。
参考文献:
LOGO!Soft Comfort 软件自带的帮助文件
[此贴子已经被作者于2012/12/11 9:10:35编辑过]


