发表于:2012/12/5 11:22:00
#0楼
本文获得:2012体验项目:美国浩纳尔OCS一体化控制器XL系列 三等奖
作 者:王彬
gkong用户名:373060480
主 题:浩纳尔OCS在平面度检测检具系统中的应用
浩纳尔OCS在平面度检测检具系统中的应用
摘要:在工业应用之中产品的平面度是一个很重要的指标,过去常用平面度检测仪或者传统检测方式来检测产品的平面度,但是成本,检测精度以及自动判断产品是否合格是一个比较困难的问题,并且对产品的检测人员也有着比较高的要求。为此,设计制造一台成本低检测精度高速度快,能够自动判断产品是否合格容易操作的产品是十分有必要的。本检具系统采用浩纳尔OCS XT-102并采用笔状传感器开发出一套平面度检测系统。有效的解决了成本精度易用性等问题。本文通过该系统的构成,通讯等方面来进行介绍以及应用。
关键词:测量 平面度通讯 Measure Communication
1.引言
随着现代工业的不断发展,工业产品的精度要求越来越高,其中产品的平面度就是一项十分重要的产品参数,尤其是在汽车工业,航天工业中重要程度是毋庸置疑的。过去在平面度检测行业,通常使用平面度检测仪或者检具人工检测的方法。但是有着种种的缺点,平面度检测仪虽然有着很高的精度,但是仪器成本高,对检测的人员的技术要求高并且要经过长时间的培训才能够上岗,并且检测速度不高。而采用创痛检具人工检测的方法,有着检测精度不高,人为因素比较大的问题。以上方法因为如上种种原因,都不适合工业生产只能够进行抽检不能对每一件产品进行检测。因此应客户的要求,我司针对一款汽车油冷器产品的平面度检测制造了一套检测设备。本产品有着检测精度高,速度快,自动判断,简单易用等优点。
2.浩纳尔OCS优缺点分析
收到浩纳尔OCS后通过之前的了解和资料,浩纳尔与以往的PLC有着不少的差别,刚好手头有一套平面度检测设备刚好要用到小型PLC与触摸屏,浩纳尔OCS集合PLC与触摸屏一体式的设计刚好可以运用到这个设备上。经过一段时间的了解,发现浩纳尔PLC的优势与别的PLC相比比较明显,一体化PLC与触摸屏的设计让整个系统变得小巧,并且一体式的编程软件也对开发有着许多的便利,很多变量等定义一次就可以很方便的使用,不用像以往的那样来回设置,也免除了驱动等问题。通过使用发现浩纳尔OCS也有着一些小的缺点,比如没有输入输出指示LED略显不人性化,不过这一点可以通过在触摸屏软件中增加软显示灯可以解决,但是实体指示灯来的更加简单明了。
3. 系统组成
本产品采用:浩纳尔HE-XT102BG,德国MAHR传感器8个。传感器放大器8个。
传感器与传感器之间485并联相连,8个传感器放大器并联以RS485连接到浩纳尔HE-XT102BGMJ2口上(图1)
![附件]() 4.工作原理
4.工作原理
本设备PLC接收到按钮发送来的启动指令后,使下压气缸开始下压,使8个笔形位移传感器完整的接触到检测的产品的平面上。当传感器完全接触到位后,PLC通过485端口发送指令给传感器放大器,读取8个传感器的数据,并与标准件数据进行比较,如果测量的数据与标准数据的误差在公差允许范围内则在触摸屏上显示测量合格,并对产品进行合格盖章。若不合格则发出警报。
由于传感器获得是一个绝对位移,因此在进行测量之前要进行一次校准。将校准值作为零点,之后测量出的数值要减去零点值才能获得一个准确的数值。
5. 浩纳尔OCS与放大器之间的通讯
在本设备中,采用的是浩纳尔OCS与传感器放大器直接通过RS485端口来进行连接,RS485通讯协议具有速率高,抗干扰能力强,有着强大的联网能力等优势。有效的利用的触摸屏中关于通讯的宏指令。
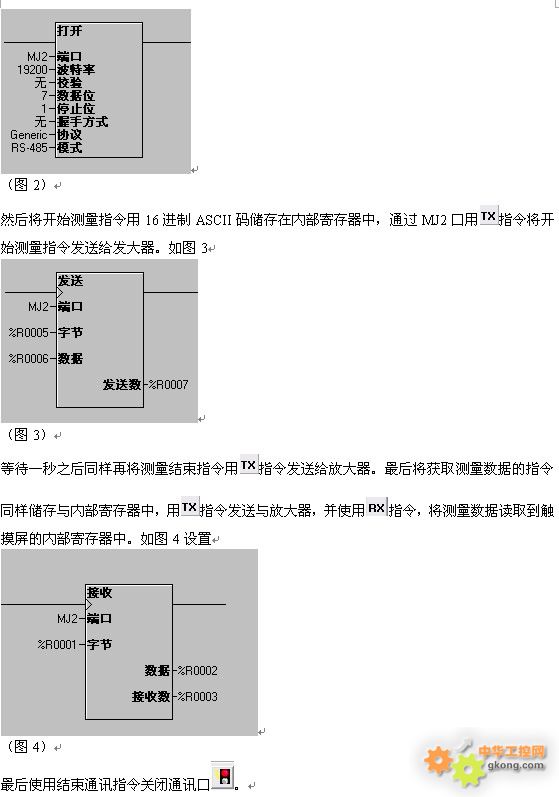
本设备的plc通过使用发送ASCII码格式的指令的方式来进行通讯。
首先设置OCS于放大器之间的通讯方式。可以使用通讯工具条中 按钮来打开通讯端口,如图2设置好通讯的方式。
![附件]()
![附件]() 7.结语
7.结语
本系统采用了浩纳尔OCS系统通过有效的在触摸屏上显示测量结果,具有精度高,测量速度快,上手容易,性能稳定等优点。与传统测量方式相比较,测量速度可以达到300%以上的提高,不但减少了企业的人工损耗,也为企业带来了更加高的效率与经济效用。
厂家点评:用户的试用,充分利用了OCS控制器强大灵活的通讯功能,体会到了OCS控制器的灵活方便,编程软件的简单易学,并且将OCS控制器和传统的应用方式进行了对比,充分体现出了OCS的优势。同时,用户也提出了控制器改进的建议,对我们的进一步提高有很大帮助。
作 者:王彬
gkong用户名:373060480
主 题:浩纳尔OCS在平面度检测检具系统中的应用
浩纳尔OCS在平面度检测检具系统中的应用
摘要:在工业应用之中产品的平面度是一个很重要的指标,过去常用平面度检测仪或者传统检测方式来检测产品的平面度,但是成本,检测精度以及自动判断产品是否合格是一个比较困难的问题,并且对产品的检测人员也有着比较高的要求。为此,设计制造一台成本低检测精度高速度快,能够自动判断产品是否合格容易操作的产品是十分有必要的。本检具系统采用浩纳尔OCS XT-102并采用笔状传感器开发出一套平面度检测系统。有效的解决了成本精度易用性等问题。本文通过该系统的构成,通讯等方面来进行介绍以及应用。
关键词:测量 平面度通讯 Measure Communication
1.引言
随着现代工业的不断发展,工业产品的精度要求越来越高,其中产品的平面度就是一项十分重要的产品参数,尤其是在汽车工业,航天工业中重要程度是毋庸置疑的。过去在平面度检测行业,通常使用平面度检测仪或者检具人工检测的方法。但是有着种种的缺点,平面度检测仪虽然有着很高的精度,但是仪器成本高,对检测的人员的技术要求高并且要经过长时间的培训才能够上岗,并且检测速度不高。而采用创痛检具人工检测的方法,有着检测精度不高,人为因素比较大的问题。以上方法因为如上种种原因,都不适合工业生产只能够进行抽检不能对每一件产品进行检测。因此应客户的要求,我司针对一款汽车油冷器产品的平面度检测制造了一套检测设备。本产品有着检测精度高,速度快,自动判断,简单易用等优点。
2.浩纳尔OCS优缺点分析
收到浩纳尔OCS后通过之前的了解和资料,浩纳尔与以往的PLC有着不少的差别,刚好手头有一套平面度检测设备刚好要用到小型PLC与触摸屏,浩纳尔OCS集合PLC与触摸屏一体式的设计刚好可以运用到这个设备上。经过一段时间的了解,发现浩纳尔PLC的优势与别的PLC相比比较明显,一体化PLC与触摸屏的设计让整个系统变得小巧,并且一体式的编程软件也对开发有着许多的便利,很多变量等定义一次就可以很方便的使用,不用像以往的那样来回设置,也免除了驱动等问题。通过使用发现浩纳尔OCS也有着一些小的缺点,比如没有输入输出指示LED略显不人性化,不过这一点可以通过在触摸屏软件中增加软显示灯可以解决,但是实体指示灯来的更加简单明了。
3. 系统组成
本产品采用:浩纳尔HE-XT102BG,德国MAHR传感器8个。传感器放大器8个。
传感器与传感器之间485并联相连,8个传感器放大器并联以RS485连接到浩纳尔HE-XT102BGMJ2口上(图1)

本设备PLC接收到按钮发送来的启动指令后,使下压气缸开始下压,使8个笔形位移传感器完整的接触到检测的产品的平面上。当传感器完全接触到位后,PLC通过485端口发送指令给传感器放大器,读取8个传感器的数据,并与标准件数据进行比较,如果测量的数据与标准数据的误差在公差允许范围内则在触摸屏上显示测量合格,并对产品进行合格盖章。若不合格则发出警报。
由于传感器获得是一个绝对位移,因此在进行测量之前要进行一次校准。将校准值作为零点,之后测量出的数值要减去零点值才能获得一个准确的数值。
5. 浩纳尔OCS与放大器之间的通讯
在本设备中,采用的是浩纳尔OCS与传感器放大器直接通过RS485端口来进行连接,RS485通讯协议具有速率高,抗干扰能力强,有着强大的联网能力等优势。有效的利用的触摸屏中关于通讯的宏指令。
本设备的plc通过使用发送ASCII码格式的指令的方式来进行通讯。
首先设置OCS于放大器之间的通讯方式。可以使用通讯工具条中 按钮来打开通讯端口,如图2设置好通讯的方式。

本系统采用了浩纳尔OCS系统通过有效的在触摸屏上显示测量结果,具有精度高,测量速度快,上手容易,性能稳定等优点。与传统测量方式相比较,测量速度可以达到300%以上的提高,不但减少了企业的人工损耗,也为企业带来了更加高的效率与经济效用。
厂家点评:用户的试用,充分利用了OCS控制器强大灵活的通讯功能,体会到了OCS控制器的灵活方便,编程软件的简单易学,并且将OCS控制器和传统的应用方式进行了对比,充分体现出了OCS的优势。同时,用户也提出了控制器改进的建议,对我们的进一步提高有很大帮助。
[此贴子已经被作者于2012/12/5 11:22:40编辑过]
温馨提示:
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题