













发表于:2012/3/8 10:12:44
#0楼
一 鞋头定型机介绍
鞋头定型机用与做鞋流程的一个工序。它的用途是将做好的鞋面经过热模加热后﹐再使用冷模定型﹐ 让鞋面能够达到比较标准的模型。相比传统做鞋方法﹐既能减少工时﹐又能提高品质。
二 动作流程:
1. 首先打开主电源开关﹐按SB1启动工作电源﹐交流接触器KM1接通交流工作变压器。PLC得电完成初始化﹐因加热与制冷需要一段时间﹐固一般先开机大约15分钟后才工作。
2. 以左热模为例﹕将鞋面放入热模中适当位置﹐用脚踏热模定型开关一次。左热模电磁阀动作,使左气缸动作夹紧鞋面﹐延时断开﹐如延时中想取出鞋面﹐只要用脚踏第二次便使夹紧复位。
3. 以左冷模为例﹕将加热后的鞋面放入冷模中适当的位置, 用脚踏左冷模开关一次,则冷模夹紧电磁阀得电动作,使左夹紧气缸动作夹紧鞋面﹐当夹紧到位﹐使SQ1感应开关动作﹐延时接通,使左冷模定型电磁阀得电动作﹐使左定型气缸动作,开始定型﹐当定型到位﹐则使冷模定型延时感应开关SQ2动作﹐延时断开。当断开时先使定型电磁阀断电复位﹐再使夹紧电磁阀断电复位。示意图如下:
![附件]()
三 主要部件的选型
1. PLC:因需要做温度PID控制﹐所以选择了台湾永宏(FBS-32MAT-R)晶体管输出型。加上温度模块控制。固选择了FBS-TC6模块﹐使用WinProLadder编程软件。
2. 触摸屏﹕因鞋面材料不同﹐要求温度和设定时间也不相同。为了 方便操作人员能简便修改设置参数及监控温度和时间的变化 ﹐采用了永宏FV057ST-T10触摸屏﹐使用PM Designer编程软件。
3. 组成如图所示:![附件]()
四 PLC的控制
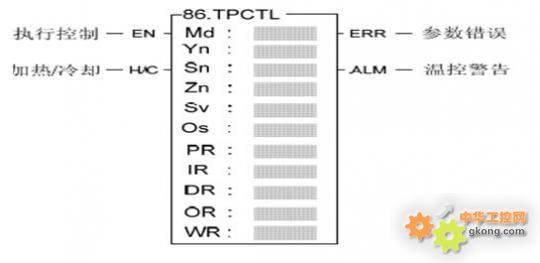
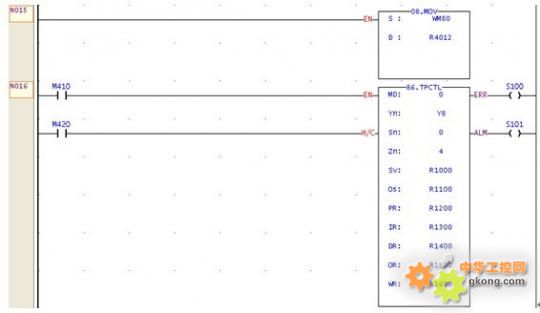
1. PID 温控( FUN86) 是利用温度模块配合温度规划表格(如图2所示)将外界当前的温度测量值当作过程变量( Process Var iable,简称PV),并将用户所设定的温度设定值( Set Point,简称SP)与过程变量经由软件PID 数学式运算后,得到适宜的输出控制值以控制温度在用户所期望的温度范围内。
![附件]()
Md : PID 运算模式选择
=0, 改良型最小超越法
=1, 通用PID 法则
Yn :ON/OFF 温控输出起始号码,共占用
Zn 点
Sn : 本指令从第几点温度开始执行 PID 温控,
Sn=0~ 31
Zn : 本指令所控制的PID 温控点数;
1 Zn 32 且1 Sn+Zn 32
Sv :温度设定值起始缓存器号码,共占用 Zn 个缓存器 (设定单位为0.1°)
Os :温度偏差值起始缓存器号码,共占用 Zn 个缓存器 (设定单位为0.1°)
PR :增益设定值起始缓存器号码,共占用 Zn 个缓存器
IR :积分常数设定值起始缓存器号码,共占用Zn 个缓存器
DR : 微分时间常数设定值起始缓存器号码,共占用Zn 个缓存器
OR :温控数值输出起始缓存器号码,共占用Zn 个缓存器
WR:本指令所需使用的工作缓存器起始号码,共占用9 个缓存器,其它地方不可以重复使用
![附件]()
图2
2. 将PID 运算后的数值结果转换为时间比例ON/OFF(PWM) 输出, 经由晶体管式接点输出控制SSR 所推动的加热或冷却回路, 便可以得到相当精确而且便宜的控制结果。
![附件]()
3. 数字化PID 表达式如下:
M n = [ K c × E n ] +
[ [ K c × K i × T s × E n ] + [ K c × T d × ( PV n ? P V n - 1 ) / T s ]
Mn : 〝n〞时的控制输出量
Kc : 增益( 范围: 1→ 9999; Pb(比例带)=(1000/Kc ) × 0 . 1% , 单位为0 . 1%
Ki : 积分常数( 范围: 0~ 9999, 相当于0.00~ 99.99 Repeat/Minute)
Td : 微分时间常数( 范围: 0~ 9999, 相当于0.00~ 9.99 Minute)
PVn : 〝n〞时的过程变数
PVn ? 1 : 〝n〞的上一次的过程变数
En : 〝n〞时的误差=设定值( SP) ?〝n〞时的过程变数( PVn )
Ts : PID 运算的间隔时间( 单位: 0.1S, 值可为10, 20, 40, 80, 160, 320)
4. 为使操作简便﹐在每个工位只使用一个开关做启/停控制﹐共4个脚踏开关(SB4-SB7),两个热模控制方式一样,两个冷模控制方式一样。为了安全又设了手动停止开关SB3和紧急开关SB2﹐停止开关是为防止四个工位操作错误使用,紧急开关是为出现紧急情况断开所有控制电源使用。
5. M1924接通一个脉冲﹐用(MOV)传送指令将热/冷模设定时间传入数据存储器﹐以方便能在触摸屏上修改数值。
6. PLC一接通﹐用(MOV)传送指令将热/冷模定时器当前值传入数据存储器﹐以使能在触摸屏上监控当前值。
7.热模控制﹕
以左热模为例﹐如X2接通一个脉冲﹐定时器T2得电计时(为鞋面加热时间),Y002得电自锁。热模夹紧。定时器T3得电0.5秒瞬间接通辅助继电器M100﹐M100是为X2由启动转变为停止开关做准备的﹐当T2计时到使左热模复位 .如在加热计时中想取出鞋面﹐只要在接通第二次X2一个脉冲﹐Y002则断电复位﹐此时X2由停止开关转变为启动开关。
8.冷模控制:
以左冷模为例﹐如X4接通一个脉冲﹐Y004得电自锁﹐使鞋面夹紧﹐定时器T7计时0.5秒瞬间接通辅助继电器M104﹐当夹紧到位感应开关SQ1动作X5接通﹐定时器T6开始计时﹐计时到接通Y005开始定型.定型到位感应开关SQ2动作,X5、X6接通定时器T8开始计时﹐计时到T8接通辅助继电器M106自锁﹐同时断开Y005,定时器T9计时2秒﹐断开Y004﹐使左冷模复位。
注﹕当M104接通后﹐X4启动开关转变为停止开关﹐此时如果计时过程中需要停止﹐只要接通第二次X4即可复位左冷模﹐此时X4由停止开关转变为启动开关。
五 触摸屏控制流程
1. 当触摸屏得电后,通过RS232数据线与PLC通信交换数据。将FBS-32MAT-R主单元中各热模当前值、设定值显示在触摸屏的3#画面中。![附件]()
2 如果需要监控或修改参数时,可选择0#画面中显示的相关功能键进入即可,顺序进入可修改参数。
六 结束语
可编程控制器是比较成熟的工业控制产品,在很多领域已被广泛应用,本文在现有研究的基础上讨论了永宏产品在鞋头定型机中的应用。得益于永宏PLC在温度控制方面的强悍,它实现了鞋头定型机的自动化控制,既减少了工人的劳动强度又提高了生产效率。
鞋头定型机用与做鞋流程的一个工序。它的用途是将做好的鞋面经过热模加热后﹐再使用冷模定型﹐ 让鞋面能够达到比较标准的模型。相比传统做鞋方法﹐既能减少工时﹐又能提高品质。
二 动作流程:
1. 首先打开主电源开关﹐按SB1启动工作电源﹐交流接触器KM1接通交流工作变压器。PLC得电完成初始化﹐因加热与制冷需要一段时间﹐固一般先开机大约15分钟后才工作。
2. 以左热模为例﹕将鞋面放入热模中适当位置﹐用脚踏热模定型开关一次。左热模电磁阀动作,使左气缸动作夹紧鞋面﹐延时断开﹐如延时中想取出鞋面﹐只要用脚踏第二次便使夹紧复位。
3. 以左冷模为例﹕将加热后的鞋面放入冷模中适当的位置, 用脚踏左冷模开关一次,则冷模夹紧电磁阀得电动作,使左夹紧气缸动作夹紧鞋面﹐当夹紧到位﹐使SQ1感应开关动作﹐延时接通,使左冷模定型电磁阀得电动作﹐使左定型气缸动作,开始定型﹐当定型到位﹐则使冷模定型延时感应开关SQ2动作﹐延时断开。当断开时先使定型电磁阀断电复位﹐再使夹紧电磁阀断电复位。示意图如下:

三 主要部件的选型
1. PLC:因需要做温度PID控制﹐所以选择了台湾永宏(FBS-32MAT-R)晶体管输出型。加上温度模块控制。固选择了FBS-TC6模块﹐使用WinProLadder编程软件。
2. 触摸屏﹕因鞋面材料不同﹐要求温度和设定时间也不相同。为了 方便操作人员能简便修改设置参数及监控温度和时间的变化 ﹐采用了永宏FV057ST-T10触摸屏﹐使用PM Designer编程软件。
3. 组成如图所示:

四 PLC的控制
1. PID 温控( FUN86) 是利用温度模块配合温度规划表格(如图2所示)将外界当前的温度测量值当作过程变量( Process Var iable,简称PV),并将用户所设定的温度设定值( Set Point,简称SP)与过程变量经由软件PID 数学式运算后,得到适宜的输出控制值以控制温度在用户所期望的温度范围内。
Md : PID 运算模式选择
=0, 改良型最小超越法
=1, 通用PID 法则
Yn :ON/OFF 温控输出起始号码,共占用
Zn 点
Sn : 本指令从第几点温度开始执行 PID 温控,
Sn=0~ 31
Zn : 本指令所控制的PID 温控点数;
1 Zn 32 且1 Sn+Zn 32
Sv :温度设定值起始缓存器号码,共占用 Zn 个缓存器 (设定单位为0.1°)
Os :温度偏差值起始缓存器号码,共占用 Zn 个缓存器 (设定单位为0.1°)
PR :增益设定值起始缓存器号码,共占用 Zn 个缓存器
IR :积分常数设定值起始缓存器号码,共占用Zn 个缓存器
DR : 微分时间常数设定值起始缓存器号码,共占用Zn 个缓存器
OR :温控数值输出起始缓存器号码,共占用Zn 个缓存器
WR:本指令所需使用的工作缓存器起始号码,共占用9 个缓存器,其它地方不可以重复使用

图2
2. 将PID 运算后的数值结果转换为时间比例ON/OFF(PWM) 输出, 经由晶体管式接点输出控制SSR 所推动的加热或冷却回路, 便可以得到相当精确而且便宜的控制结果。
3. 数字化PID 表达式如下:
M n = [ K c × E n ] +
[ [ K c × K i × T s × E n ] + [ K c × T d × ( PV n ? P V n - 1 ) / T s ]
Mn : 〝n〞时的控制输出量
Kc : 增益( 范围: 1→ 9999; Pb(比例带)=(1000/Kc ) × 0 . 1% , 单位为0 . 1%
Ki : 积分常数( 范围: 0~ 9999, 相当于0.00~ 99.99 Repeat/Minute)
Td : 微分时间常数( 范围: 0~ 9999, 相当于0.00~ 9.99 Minute)
PVn : 〝n〞时的过程变数
PVn ? 1 : 〝n〞的上一次的过程变数
En : 〝n〞时的误差=设定值( SP) ?〝n〞时的过程变数( PVn )
Ts : PID 运算的间隔时间( 单位: 0.1S, 值可为10, 20, 40, 80, 160, 320)
4. 为使操作简便﹐在每个工位只使用一个开关做启/停控制﹐共4个脚踏开关(SB4-SB7),两个热模控制方式一样,两个冷模控制方式一样。为了安全又设了手动停止开关SB3和紧急开关SB2﹐停止开关是为防止四个工位操作错误使用,紧急开关是为出现紧急情况断开所有控制电源使用。
5. M1924接通一个脉冲﹐用(MOV)传送指令将热/冷模设定时间传入数据存储器﹐以方便能在触摸屏上修改数值。
6. PLC一接通﹐用(MOV)传送指令将热/冷模定时器当前值传入数据存储器﹐以使能在触摸屏上监控当前值。
7.热模控制﹕
以左热模为例﹐如X2接通一个脉冲﹐定时器T2得电计时(为鞋面加热时间),Y002得电自锁。热模夹紧。定时器T3得电0.5秒瞬间接通辅助继电器M100﹐M100是为X2由启动转变为停止开关做准备的﹐当T2计时到使左热模复位 .如在加热计时中想取出鞋面﹐只要在接通第二次X2一个脉冲﹐Y002则断电复位﹐此时X2由停止开关转变为启动开关。
8.冷模控制:
以左冷模为例﹐如X4接通一个脉冲﹐Y004得电自锁﹐使鞋面夹紧﹐定时器T7计时0.5秒瞬间接通辅助继电器M104﹐当夹紧到位感应开关SQ1动作X5接通﹐定时器T6开始计时﹐计时到接通Y005开始定型.定型到位感应开关SQ2动作,X5、X6接通定时器T8开始计时﹐计时到T8接通辅助继电器M106自锁﹐同时断开Y005,定时器T9计时2秒﹐断开Y004﹐使左冷模复位。
注﹕当M104接通后﹐X4启动开关转变为停止开关﹐此时如果计时过程中需要停止﹐只要接通第二次X4即可复位左冷模﹐此时X4由停止开关转变为启动开关。
五 触摸屏控制流程
1. 当触摸屏得电后,通过RS232数据线与PLC通信交换数据。将FBS-32MAT-R主单元中各热模当前值、设定值显示在触摸屏的3#画面中。

2 如果需要监控或修改参数时,可选择0#画面中显示的相关功能键进入即可,顺序进入可修改参数。
六 结束语
可编程控制器是比较成熟的工业控制产品,在很多领域已被广泛应用,本文在现有研究的基础上讨论了永宏产品在鞋头定型机中的应用。得益于永宏PLC在温度控制方面的强悍,它实现了鞋头定型机的自动化控制,既减少了工人的劳动强度又提高了生产效率。
[此贴子已经被作者于2012/3/8 10:35:37编辑过]