














发表于:2012/2/4 0:13:23
#0楼
折弯机半自动化改造
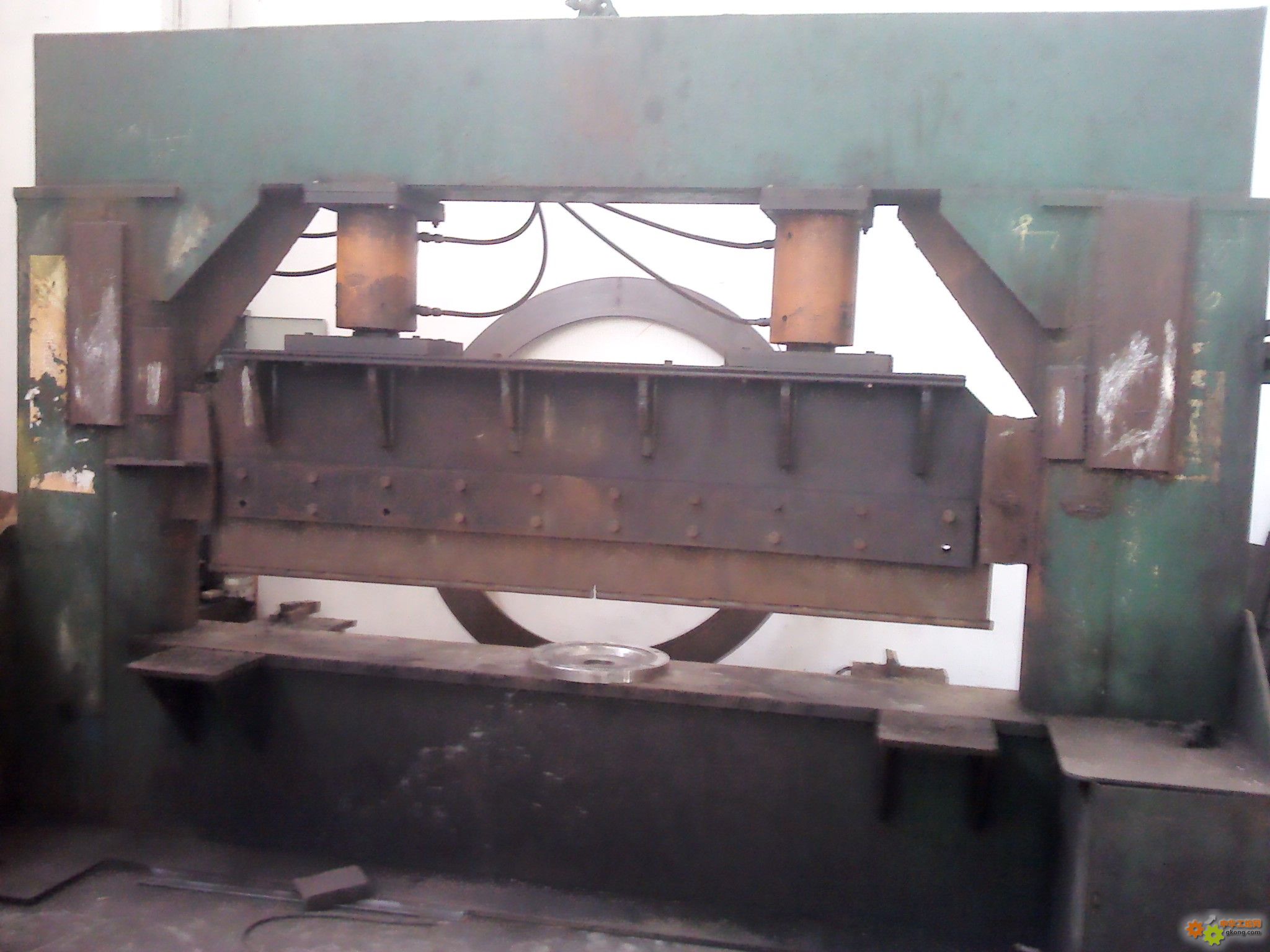
现状:机床主体如图(见附件);
主体为两只液压缸(无位置控制挡块)
折弯刀和底模另外制作。
然后就是机架了。
改造要求:实现折弯功能(折弯能力4mm-16mm)
控制实现半自动化,具体说明,
① 有折弯角度数字显示和控制装置;
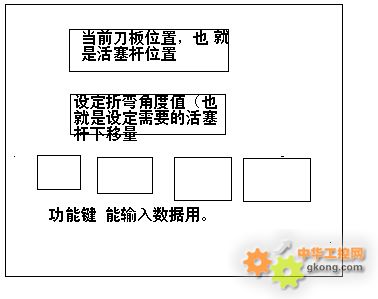
② 设想的控制器(只是设想,目前没有具体方案)如图(见附件)
③:该控制器能实现 对刀板折弯角度的控制(根据设定不同角度值来控制 油缸活塞杆位移量,从而控制折弯角度)
⑤配合液压控制
现在改造的疑虑在这:
机械机构很简单,所以目前市场上折弯机的 用油缸活塞杆机械调节挡块来 控制活塞杆下移量从而实现对折弯角度控制的这种机械机构没有制作;
思想是尽量简化机械结构,用电气配液压控制实现简化的机械功能
如何通过设想的控制器配合电磁阀(只是设想不具体在这个样式,只要能实现所描述功能的电气装置就可以)控制油缸活塞杆的位移量呢?要求控制精度为刀板位移量+-1mm、
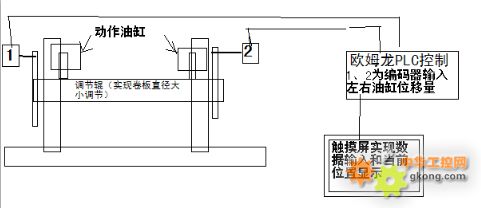
我目前有考虑到像南通太和卷扳机配置:画简图(见附件)
该设备即采用左右各一只编码器采集位移变化量,输入到PLC,pLC实现对左右油缸的精准位移控制,触摸屏实现数据输入 与当前位置显示。
但该配置价格不低,能不能有更经济的方法了呢?求各位大哥支招啊
该配置价格高,目前难接受,有么有更好的方案和配置呢???
![图]()
![图]()
![附件]()
![附件]()
![附件]()
现状:机床主体如图(见附件);
主体为两只液压缸(无位置控制挡块)
折弯刀和底模另外制作。
然后就是机架了。
改造要求:实现折弯功能(折弯能力4mm-16mm)
控制实现半自动化,具体说明,
① 有折弯角度数字显示和控制装置;
② 设想的控制器(只是设想,目前没有具体方案)如图(见附件)
③:该控制器能实现 对刀板折弯角度的控制(根据设定不同角度值来控制 油缸活塞杆位移量,从而控制折弯角度)
⑤配合液压控制
现在改造的疑虑在这:
机械机构很简单,所以目前市场上折弯机的 用油缸活塞杆机械调节挡块来 控制活塞杆下移量从而实现对折弯角度控制的这种机械机构没有制作;
思想是尽量简化机械结构,用电气配液压控制实现简化的机械功能
如何通过设想的控制器配合电磁阀(只是设想不具体在这个样式,只要能实现所描述功能的电气装置就可以)控制油缸活塞杆的位移量呢?要求控制精度为刀板位移量+-1mm、
我目前有考虑到像南通太和卷扳机配置:画简图(见附件)
该设备即采用左右各一只编码器采集位移变化量,输入到PLC,pLC实现对左右油缸的精准位移控制,触摸屏实现数据输入 与当前位置显示。
但该配置价格不低,能不能有更经济的方法了呢?求各位大哥支招啊
该配置价格高,目前难接受,有么有更好的方案和配置呢???
附件:
[本地下载][此贴子已经被作者于2012/2/4 12:26:01编辑过]


