发表于:2011/6/15 10:13:25
#0楼
本文获得:第一期产品体验俱乐部之国产品牌PLC体验活动(腾控)三等奖
作 者:刘永强
gkong用户名:liuliuguan
单 位:山东领潮新材料有限公司
主 题:腾控PLC试用总结
腾控PLC试用总结
很荣幸能够试用国产腾控PLCT910,我最先接触的都是外国牌子,国产还是第一次用。当我拿到PLC的那一瞬,我看到了那小巧的黑壳子,上面竟然有一个标准以太网口,2个RS232/RS485接口和1路RS485接口;产品为工业级宽温产品,工作温度-40℃~85℃。T-910 集成12 路DI、8 路DO、8 路AI、2 路AO、2 路高速脉冲计数、24VDC VOUT 于一体。令我感兴趣的是他的下载口竟是网口,因为我单位里的大型AB可编程网络也是网口的,操作界面用个触屏加网线就可连接,通讯距离也能很远了,特别适用于大型或分散设备的使用。
于是我就是迫不及待的去跟电脑连线下载测试,软件是从网上下载,早已安好的,在安装中,用直接点击总安装提示错误,于是就单个点击安装图标,虽提示错误但安装完后竟然也能打开软件。刚接触腾控软件时,觉得软件不怎么直观.易懂。有些指令还需要添加,新添加的指令又没帮助,这给我们这些水平差点的编程者来说增加了一定难度,再就是没有完整的指令集或编程手册,那时的情形可以用丈二和尚摸不着头脑来形容。在接下来使用当中,又发现软件中各应用指令无EN.ENO使能端和使能输出端给快速编程起了局限作用,这是对我们这些菜菜的人来说的,我觉得水平一般的人还是多数的,软件要叫大家在短时间内适应,还是梯形图指令全些较好。当然,这软件也有他很大的优点:刚开始还觉得软件的古怪,结构文本语言也是第一次使用,在这几天的学习当中,感觉ST也挺好懂的,现在我越来越觉的它的神奇,倒是觉得这是通往高级编程的一个方向了,在我近一个月的试用中,我感觉到了结构文本语言的强大功能,能把复杂的程序简单化(相对梯形图来说)。
下面是我用结构文本编的:
![附件]() 这指令功能块可以用在多变频电机的同步升减速当中,它综合了加法和减法的性质,在梯形图当中应用就很方便。
这指令功能块可以用在多变频电机的同步升减速当中,它综合了加法和减法的性质,在梯形图当中应用就很方便。
下面这种情况不知为什么不能用
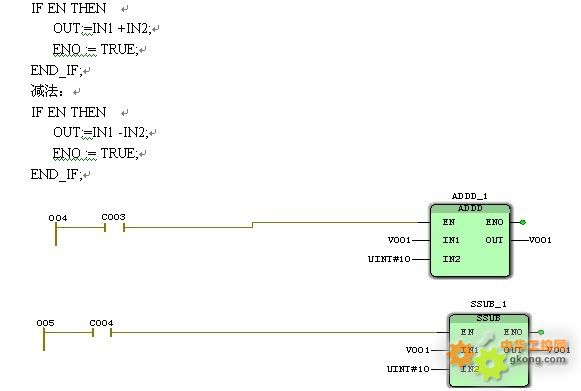
加法:
![附件]() 这样却实现不了V001的增加和减少
这样却实现不了V001的增加和减少
用施奈德触摸屏跟可编程联网选用MODBUS SLAVE_MODBUS SLAVE TCP/IP驱动程序,能很好的实现通讯联网,只不过要注意10001——10512不能写,要写只能通过410001的寄存器进行了,并且只能用410001的低位了,例如:%MX3.00000.0,这个位地址的使用未在说明书中看到。下图是跟上图的地址对应:C003的地址%MX3.00004.0:C004的地址%MX3.00006.0;V001的地址%MW3.10002
![附件]() 用组态王跟PLC联网的选用com2口也能很好的实现上位机的控制,写地址的使用跟触屏的有点雷同,用网口的通讯还在测试中。
用组态王跟PLC联网的选用com2口也能很好的实现上位机的控制,写地址的使用跟触屏的有点雷同,用网口的通讯还在测试中。
还有就是PID试用情况,现今很多自调系统都用到PID调节,我在使用中觉得软件中自带的PID不够完美,下面是我在电加热中和验布机两个单元同步表面打卷中测试时发现的问题:
在PID中KP的正负值是决定这个调节输出正负反馈的,这一点好像在帮助里没做说明。
这个pid功能块不能调节输出的上下限,当速度在一定时间内微升使其达到限制值或者别的人为因素使这个输出达到限制值,这时的XOUT就会过量输出,被限制后的调节值(中心)会远离XOUT的值,在速度突变时时就会出现pid反应滞后问题。在pid内部增加一个限制输出量大小的功能或者有的暂停功能,但要保持最后的输出,使再启动时无冲击,我觉得这样会更好些。
软件上在下载程序时,那个程序控制界面有时会跳出英文。![附件]() 硬件上的模拟量输出类型的设置很方便,但那模拟量输入信号的改变方式,有点麻烦,要么再加路端子要么在软件中选择,在试用这段时间里,我几乎每天叫这个plc工作10小时以上,它的硬件质量是不错的,能耐得住考验。
硬件上的模拟量输出类型的设置很方便,但那模拟量输入信号的改变方式,有点麻烦,要么再加路端子要么在软件中选择,在试用这段时间里,我几乎每天叫这个plc工作10小时以上,它的硬件质量是不错的,能耐得住考验。
腾控的服务可以说周到之至,从硬件到软件,在我每次的求教中,孙工都会认真细致的给我解答疑问并做了一些相关例程供我们学习参考,同是还有张工的协调使我们进行的比较顺利,如期的完成试用是跟腾控的每一位工作人员分不开的,同时也使我学到了没接触过的知识,如modscan。使我初步掌握了腾控PLC的一些编程方法,网口和485等的通讯端口增加了我对这个PLC的浓厚兴趣,在以后的时间里如果腾控厂家允许,我还要继续把它的功能都全面的试用下。我觉得腾控产品也做得已经很不错了,虽然产品小巧但已经能够满足部分大型设备的控制需求了,真心的祝愿我们的腾控plc越做越好,越做越完美。
-------------------------------------------------------------------------------------
原文下载:
作 者:刘永强
gkong用户名:liuliuguan
单 位:山东领潮新材料有限公司
主 题:腾控PLC试用总结
腾控PLC试用总结
很荣幸能够试用国产腾控PLCT910,我最先接触的都是外国牌子,国产还是第一次用。当我拿到PLC的那一瞬,我看到了那小巧的黑壳子,上面竟然有一个标准以太网口,2个RS232/RS485接口和1路RS485接口;产品为工业级宽温产品,工作温度-40℃~85℃。T-910 集成12 路DI、8 路DO、8 路AI、2 路AO、2 路高速脉冲计数、24VDC VOUT 于一体。令我感兴趣的是他的下载口竟是网口,因为我单位里的大型AB可编程网络也是网口的,操作界面用个触屏加网线就可连接,通讯距离也能很远了,特别适用于大型或分散设备的使用。
于是我就是迫不及待的去跟电脑连线下载测试,软件是从网上下载,早已安好的,在安装中,用直接点击总安装提示错误,于是就单个点击安装图标,虽提示错误但安装完后竟然也能打开软件。刚接触腾控软件时,觉得软件不怎么直观.易懂。有些指令还需要添加,新添加的指令又没帮助,这给我们这些水平差点的编程者来说增加了一定难度,再就是没有完整的指令集或编程手册,那时的情形可以用丈二和尚摸不着头脑来形容。在接下来使用当中,又发现软件中各应用指令无EN.ENO使能端和使能输出端给快速编程起了局限作用,这是对我们这些菜菜的人来说的,我觉得水平一般的人还是多数的,软件要叫大家在短时间内适应,还是梯形图指令全些较好。当然,这软件也有他很大的优点:刚开始还觉得软件的古怪,结构文本语言也是第一次使用,在这几天的学习当中,感觉ST也挺好懂的,现在我越来越觉的它的神奇,倒是觉得这是通往高级编程的一个方向了,在我近一个月的试用中,我感觉到了结构文本语言的强大功能,能把复杂的程序简单化(相对梯形图来说)。
下面是我用结构文本编的:

下面这种情况不知为什么不能用
加法:
用施奈德触摸屏跟可编程联网选用MODBUS SLAVE_MODBUS SLAVE TCP/IP驱动程序,能很好的实现通讯联网,只不过要注意10001——10512不能写,要写只能通过410001的寄存器进行了,并且只能用410001的低位了,例如:%MX3.00000.0,这个位地址的使用未在说明书中看到。下图是跟上图的地址对应:C003的地址%MX3.00004.0:C004的地址%MX3.00006.0;V001的地址%MW3.10002

还有就是PID试用情况,现今很多自调系统都用到PID调节,我在使用中觉得软件中自带的PID不够完美,下面是我在电加热中和验布机两个单元同步表面打卷中测试时发现的问题:
在PID中KP的正负值是决定这个调节输出正负反馈的,这一点好像在帮助里没做说明。
这个pid功能块不能调节输出的上下限,当速度在一定时间内微升使其达到限制值或者别的人为因素使这个输出达到限制值,这时的XOUT就会过量输出,被限制后的调节值(中心)会远离XOUT的值,在速度突变时时就会出现pid反应滞后问题。在pid内部增加一个限制输出量大小的功能或者有的暂停功能,但要保持最后的输出,使再启动时无冲击,我觉得这样会更好些。
软件上在下载程序时,那个程序控制界面有时会跳出英文。

腾控的服务可以说周到之至,从硬件到软件,在我每次的求教中,孙工都会认真细致的给我解答疑问并做了一些相关例程供我们学习参考,同是还有张工的协调使我们进行的比较顺利,如期的完成试用是跟腾控的每一位工作人员分不开的,同时也使我学到了没接触过的知识,如modscan。使我初步掌握了腾控PLC的一些编程方法,网口和485等的通讯端口增加了我对这个PLC的浓厚兴趣,在以后的时间里如果腾控厂家允许,我还要继续把它的功能都全面的试用下。我觉得腾控产品也做得已经很不错了,虽然产品小巧但已经能够满足部分大型设备的控制需求了,真心的祝愿我们的腾控plc越做越好,越做越完美。
-------------------------------------------------------------------------------------
原文下载:
附件:
[本地下载]温馨提示:
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题