返回工控网首页
|
| 添加到收藏夹
中国自动化学会专家咨询工作委员会指定宣传媒体
免费注册
广告服务
|
客服中心
您现在所在的是:
三菱Mitsubishi
工控论坛首页
→
三菱Mitsubishi
→ 浏览主题:
程序求解
回帖:
7
个,阅读:
691
次
[上一页]
[1]
[下一页]
* 帖子主题:
程序求解
收藏
分享到
802
惠州独秀
文章数:
4
年度积分:
50
历史总积分:
802
作者的所有帖子(4)
注册时间:
2012/1/4
发站内信
发表于:2012/1/4 21:45:52
#0楼
【方案】
延长建筑物的“寿命”?FLIR红外热像仪有3大优势
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
结帖
|
管理
802
惠州独秀
文章数:
4
年度积分:
50
历史总积分:
802
作者的所有帖子(4)
注册时间:
2012/1/4
发站内信
发表于:2012/1/4 21:47:04
#1楼
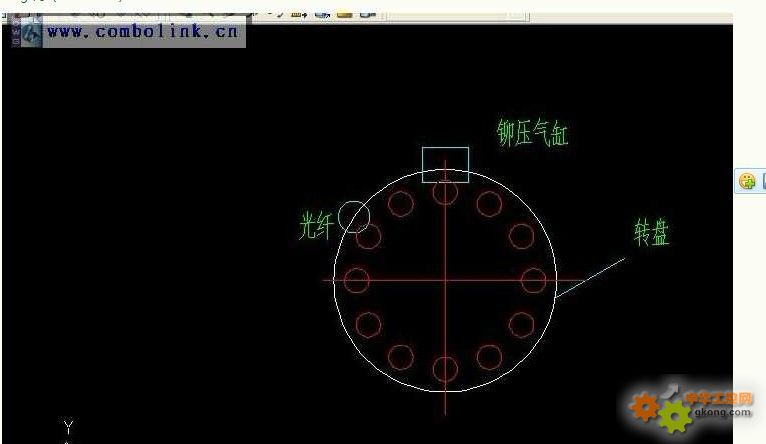
光钎感应到有东西的时候 转盘转两步 汽缸动作 如果没有东西转盘直接转过去
【方案】
通过倍福集成式自动化解决方案高效提升半导体生产
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
38966
产品体验中心会员
fumz78
版主
文章数:
17153
年度积分:
65
历史总积分:
38966
作者的所有帖子(17153)
注册时间:
2006/10/8
发站内信
2018论坛优秀版主
2017春节活动(二)
2016论坛优秀版主
2016国庆活动(二)
2015论坛优秀版主
2014论坛优秀版主
晒晒工控小礼品
2012论坛优秀版主
2011论坛贡献奖
2010年论坛优秀版主
08年最佳博客奖
发表于:2012/1/4 21:54:35
#2楼
三菱FX系列PLC有移位指令可以用于这个控制
三菱 PLC、触摸屏、伺服电机、变频器、数控系统
深圳 fumz78@163.com
【方案】
技术简讯 | MELSEC-F系列RS-232C通信用特殊块的停产通知
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
24407
产品体验中心会员
liuxd6909
文章数:
12811
年度积分:
464
历史总积分:
24407
作者的所有帖子(12811)
注册时间:
2008/7/19
发站内信
2017国庆活动(三)
2015Indusoft体验
LOGO!体验一等奖
发表于:2012/1/5 20:39:35
#3楼
楼主能详细描述一下吗?
思想决定高度
【方案】
CNC | 案例教学,环境不良导致报警怎么办?
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
3979
sjpuk
文章数:
429
年度积分:
50
历史总积分:
3979
作者的所有帖子(429)
注册时间:
2010/7/6
发站内信
发表于:2012/1/7 9:19:02
#4楼
转盘是用凸轮分割器?还是用伺服之类的?
【方案】
小菲课堂|选择FLIR专业软件,压缩气体泄漏数据“一目了然”!
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
3383
xiangfengcba
文章数:
1700
年度积分:
50
历史总积分:
3383
作者的所有帖子(1700)
注册时间:
2005/9/30
发站内信
发表于:2012/1/7 22:10:15
#5楼
三菱FX系列PLC有移位指令可以用于这个控制,,,是的SFTL和SFTR都能达到移位的功能!
【方案】
台达UPS在制造行业应用
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
3362
6021368
版主
文章数:
808
年度积分:
50
历史总积分:
3362
作者的所有帖子(808)
注册时间:
2009/5/16
发站内信
2013辞旧迎新
工控人谈电商
发表于:2012/1/8 11:08:27
#6楼
这个是典型定位控系统。是V/P的应用,三菱的Q系统PLC有这样的功能,先是V模式运动控制,如光钎没有感应到东西的时候,一直的V模式运动下去,有的时候,转到P模式,汽缸动作,OK。以后就是一样的控制了。并且这个东西我刚好以前做过一个类似的,用了好几年了,一直运行OK。
三菱 PLC 触摸屏 伺服电机 ROBOT
t6021368@126.com
【方案】
易控INSPEC软件与西门子S7200系列PLC以太网通讯
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
826
26691380
文章数:
9
年度积分:
50
历史总积分:
826
作者的所有帖子(9)
注册时间:
2010/6/25
发站内信
发表于:2012/4/8 17:13:12
#7楼
可做多站式 比如1站检测 3站加铆 比较简单 例用步进指令就可以完成动作
【方案】
加工机 | 如何预防日常生产的碰撞现象
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
工控学堂推荐视频:
PLC学习视频
变频器学习视频
西门子学习视频
三菱学习视频
更多学习视频>>
•
[视频课程]三菱PLC程序进制转化你懂了吗
•
[视频课程]三菱FX5U简单CPU通信功能应用
•
[视频课程]三菱FX系列PLC的ST编程
•
[视频课程]搞懂三菱FX系列PLC编程指令,看这就够了
•
[视频课程]三菱FX系列PID应用
•
[视频课程]三菱FX系列PLC的FB使用讲解
•
[视频课程]30分钟带你了解三菱PLC模拟量应用
•
[视频课程]三菱FX5U系列精品课程基础篇
•
[视频课程]三菱PLC入门指导
93.6006