返回工控网首页
|
| 添加到收藏夹
中国自动化学会专家咨询工作委员会指定宣传媒体
免费注册
广告服务
|
客服中心
您现在所在的是:
机电一体化
工控论坛首页
→
机电一体化
→ 浏览主题:
机床插补精度有问题。。。
回帖:
4
个,阅读:
551
次
[上一页]
[1]
[下一页]
* 帖子主题:
机床插补精度有问题。。。
收藏
分享到
1030
rong671
文章数:
8
年度积分:
50
历史总积分:
1030
作者的所有帖子(8)
注册时间:
2005/3/26
发站内信
发表于:2011/12/5 11:25:14
#0楼
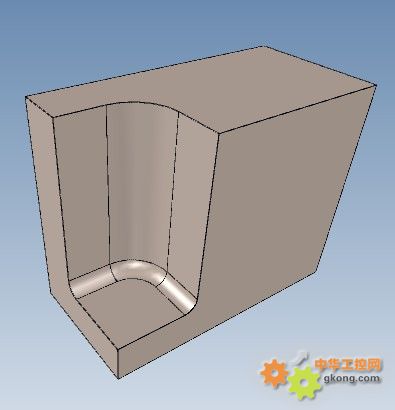
在一零件外侧铣削32mm*32mm深65mm的缺口,我用直径30圆角R5的刀具分成铣削,走刀轨迹只有直线进给,起刀点(x-,y-)-Y(走y+)-X(走x+)-Y(走y-)-X(走x-回到起刀),S1000发现如果每分钟进给F1000,那么刀具在拐角就会欠切,如果降低进给,明显发现刀具在拐角处才切削到位。请问这是什么原因,如何处理?
【方案】
图尔克基于以太网的撬装设备自动化技术
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
结帖
|
管理
838
yuechengad
文章数:
18
年度积分:
50
历史总积分:
838
作者的所有帖子(18)
注册时间:
2011/10/25
发站内信
发表于:2011/12/5 13:05:20
#1楼
呵呵,看喽,顶一下。。。。
【方案】
状态监测 | 温度和空气湿度在线监测传感器
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
1030
rong671
文章数:
8
年度积分:
50
历史总积分:
1030
作者的所有帖子(8)
注册时间:
2005/3/26
发站内信
发表于:2011/12/9 22:19:47
#2楼
忘写系统了,fanuc18i-ma。调整参数是不是太麻烦了,因为参数都是联动的,不是有经验的一般不敢乱调,估计原来工作台爬行,被人调乱了。
【方案】
基于 EtherCAT 和 PC 的控制技术助力实现定制化汽车设备的标准化
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
22403
产品体验中心会员
hwl123
文章数:
5863
年度积分:
444
历史总积分:
22403
作者的所有帖子(5863)
注册时间:
2008/6/29
发站内信
2017国庆活动(三)
2016国庆活动(三)
2013辞旧迎新
晒工控工具书
2011国庆活动
发表于:2011/12/10 10:56:23
#3楼
刀柄的刚性或机床的刚性可能不够。
【方案】
IE TSN/以太网 网络接口模块 连接设置指南
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
1030
rong671
文章数:
8
年度积分:
50
历史总积分:
1030
作者的所有帖子(8)
注册时间:
2005/3/26
发站内信
发表于:2011/12/10 13:57:28
#4楼
以下是引用
hwl123在2011/12/10 10:56:23
的发言:
刀柄的刚性或机床的刚性可能不够。
刚性没问题,大型数控龙门铣,切深很小0.5mm、运动轴正常运行时没有问题,当突然一根运动轴变化时,拐角就会运动不到位。参数问题,但是参数是联动的,改一个要牵涉到很多,因为修改参数能力有限。原来没有发现是没有采用这种短距离快速切削。不知是不是跟“切削进给速度控制”有关。G64 切削方式不到位。
【方案】
热力公司的工作标配!冬季供暖再也不担心啦
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
工控学堂推荐视频:
PLC学习视频
变频器学习视频
西门子学习视频
三菱学习视频
更多学习视频>>
•
[视频课程]电工进阶电气工程师的一百种可能
•
[视频课程]你还不会电机正反转电路吗
•
[视频课程]三节课掌握星三角程序编写
•
[视频课程]电工如何快速入门PLC
•
[视频课程]十年老电工实操系列之从小白到超越中级
•
[视频课程]低压电工考证实操教程之电机控制接线实操
•
[视频课程]应用中的电动机控制与保护元器件选择
•
[视频课程]老司机带你玩转电工仪器仪表
•
[视频课程]电工操作证实操--科目二
62.4004