发表于:2011/6/29 0:18:17
#0楼
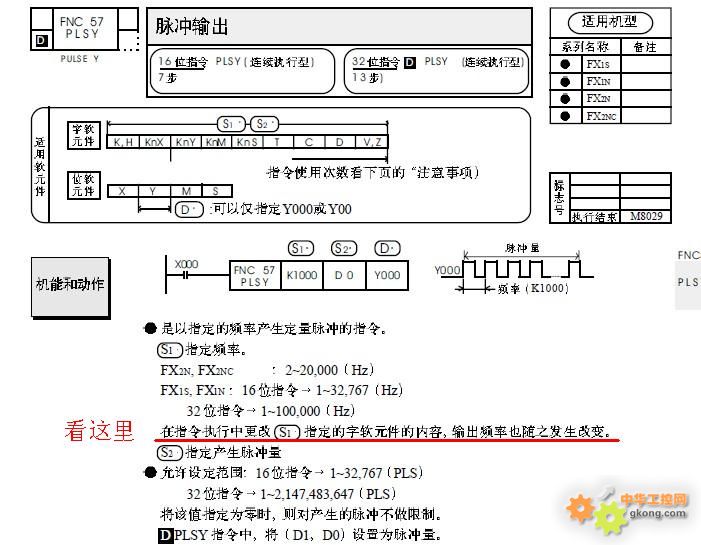
使用DDRVA来输出一段脉冲,用什么方式能在输出的同时任意改变输出频率?类似数控机床的加工百分比,能有几个档位就够了,查阅编程手册说是一定要走完一段之后才能改变它的最高频率,我是想有没有其他的办法来改变它,比如改变PLC的运行频率,它会不会改变?当然前提是不能丢步!
请有经验的大哥指点下!
请有经验的大哥指点下!
[此贴子已经被作者于2011/6/29 0:23:20编辑过]