返回工控网首页
|
| 添加到收藏夹
中国自动化学会专家咨询工作委员会指定宣传媒体
免费注册
广告服务
|
客服中心
您现在所在的是:
PLC论坛
工控论坛首页
→
PLC论坛
→ 浏览主题:
请教下面这段松下PLC的程序是什么意思?
回帖:
8
个,阅读:
8513
次
[上一页]
[1]
[下一页]
* 帖子主题:
请教下面这段松下PLC的程序是什么意思?
收藏
分享到
16411
ehszcs
文章数:
1337
年度积分:
86
历史总积分:
16411
作者的所有帖子(1337)
注册时间:
2008/12/10
发站内信
发表于:2011/3/13 14:15:29
#0楼
如图
学c,c++,c++buider。
【方案】
小菲课堂|红外热像仪能看穿透雾和雨吗?
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
结帖
|
管理
24297
产品体验中心会员
wushulin
版主
文章数:
6177
年度积分:
77
历史总积分:
24297
作者的所有帖子(6177)
注册时间:
2006/2/17
发站内信
2018论坛优秀版主
2017论坛优秀版主
2016论坛优秀版主
2015论坛优秀版主
2014论坛优秀版主
西门子PLC体验(一)
我秀我做2014
2013论坛优秀版主
秀秀我的办公桌
晒工控工具书
2012论坛优秀版主
2011国庆活动
2010年度论坛贡献奖
发表于:2011/3/14 8:02:47
#1楼
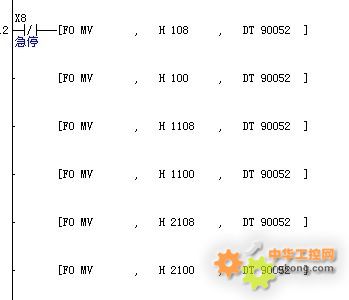
三轴急停
这应该是FP0R的程序
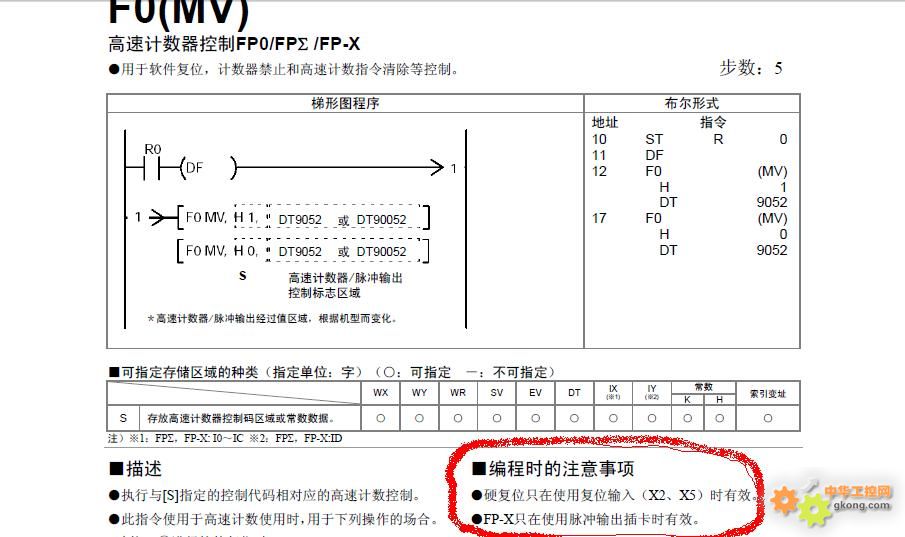
如果用在FPX上面,必须带控制卡才有效
[此贴子已经被作者于2011/3/14 8:05:51编辑过]
汽车车桥生产在线检测设备;其它大批量零件生产过程检测,
承接:非标自动化设备设计、旧设备改良与维修; 单独非标项目合作。
【方案】
工控机BIS-6390ARA-C50:数据可视化场景应用的理想选择
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
16411
ehszcs
文章数:
1337
年度积分:
86
历史总积分:
16411
作者的所有帖子(1337)
注册时间:
2008/12/10
发站内信
发表于:2011/3/14 12:16:40
#2楼
控制卡是什么,PLC上好像没有装这个东西也可以用,这个程序就是上回发给你的那个小铣槽机程序中的一段。刚在编程手册中找到了该项的解释,但有一点不懂的是为什么该指令成对出现?把脉冲输出停止就可以了,为什么还要继续呢?继续不是又接着动了吗?这好像和停止有些矛盾。另外它的触发条件后面是不是要加个DF,但是没加DF也能用。
学c,c++,c++buider。
【方案】
维萨拉产品适用于数据中心设计的四个原因 | 维萨拉 (Vaisala)
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
24297
产品体验中心会员
wushulin
版主
文章数:
6177
年度积分:
77
历史总积分:
24297
作者的所有帖子(6177)
注册时间:
2006/2/17
发站内信
2018论坛优秀版主
2017论坛优秀版主
2016论坛优秀版主
2015论坛优秀版主
2014论坛优秀版主
西门子PLC体验(一)
我秀我做2014
2013论坛优秀版主
秀秀我的办公桌
晒工控工具书
2012论坛优秀版主
2011国庆活动
2010年度论坛贡献奖
发表于:2011/3/14 13:45:02
#3楼
FPX的有脉冲输出卡,DT90052只能控制卡上的急停。对本机是不行的。
铣槽机我是用FP0写的,FP0支持DT9052急停指令。
近原点是要装配二个开关的,使用回原点命令时,当感应到近原点开关,清除现有的速度指令,然后以设定的爬行速度达到原点位置,这和数控机床上的原点开关一样。
汽车车桥生产在线检测设备;其它大批量零件生产过程检测,
承接:非标自动化设备设计、旧设备改良与维修; 单独非标项目合作。
【方案】
沼气工厂中的远程I/O
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
16411
ehszcs
文章数:
1337
年度积分:
86
历史总积分:
16411
作者的所有帖子(1337)
注册时间:
2008/12/10
发站内信
发表于:2011/3/14 17:45:35
#4楼
我说的不是你写那个的程序,你写的那个两轴的我还没看。我说的是后来来的一个工程师写的三轴的螺旋铣程序,你上回说速度曲线应该是个梯形,初速度和最高速度不能一样,你还帮我改过初速度的记得不?那个程序用的是FPX-C30T的plc。PLC是我买的,接线也是我接的,真的没有再买什么脉冲输出卡,难道买来的时候就带“脉冲输出卡”?我不知道有卡和没卡有什么区别。还有能不能帮我解释一下为什么这个代码老是成对出现,依我看只要第一个就够了。如:
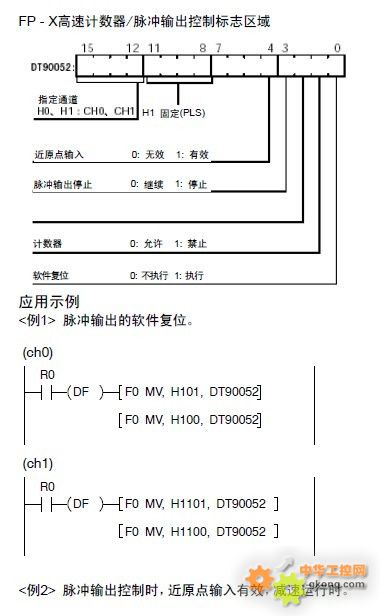
F0 MV H108 DT90052是CH0的脉冲输出停止。还要F0 MV H100 DT90052干什么,这个不是CH0的脉冲输出继续吗?我的目的就是要让它停止啊!急停X8断开后才可以继续输出脉冲。
回原点命令还不会用,只装了一个原点开关,回原点是用F171预留200个目标脉冲实现的,近原点也就是那没走完的200个脉冲,当经过值等于目标脉冲时输出一个内部继电器用来控制电机以JOG方式低速运转,感应到原点就断开。
学c,c++,c++buider。
【方案】
交流传动在我国的应用和展望
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
839
直来直去
文章数:
17
年度积分:
50
历史总积分:
839
作者的所有帖子(17)
注册时间:
2010/10/29
发站内信
发表于:2011/3/14 20:38:36
#5楼
学习了 我用的也是松下的。
【方案】
用于三菱FX系列的无线模块BCNet-FX-S
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
24297
产品体验中心会员
wushulin
版主
文章数:
6177
年度积分:
77
历史总积分:
24297
作者的所有帖子(6177)
注册时间:
2006/2/17
发站内信
2018论坛优秀版主
2017论坛优秀版主
2016论坛优秀版主
2015论坛优秀版主
2014论坛优秀版主
西门子PLC体验(一)
我秀我做2014
2013论坛优秀版主
秀秀我的办公桌
晒工控工具书
2012论坛优秀版主
2011国庆活动
2010年度论坛贡献奖
发表于:2011/3/15 8:14:04
#6楼
插卡属于扩展口,一般本体是不配这个的。可以查硬件手册的(功能插卡)
对于指令操作,这个可以查一下手册就知道是什么意思了。
你的机器现在就是回原点出了问题,所以总是位置不准确。回原点也分为带近原点和不带近原点,一般只要用不带近原点就可以了。
带近原点是属于重载或者超高精密的设备才用这个指令。
[此贴子已经被作者于2011/3/15 8:24:06编辑过]
汽车车桥生产在线检测设备;其它大批量零件生产过程检测,
承接:非标自动化设备设计、旧设备改良与维修; 单独非标项目合作。
【方案】
小菲课堂|红外热像仪的智能化发展,我们该如何选择?
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
898
fxwqd2001
文章数:
37
年度积分:
50
历史总积分:
898
作者的所有帖子(37)
注册时间:
2010/7/21
发站内信
发表于:2011/3/15 16:53:36
#7楼
好像论坛里很少有关于松下PLC的啊
【方案】
气动产品在烟草样品制作机上的应用
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
16411
ehszcs
文章数:
1337
年度积分:
86
历史总积分:
16411
作者的所有帖子(1337)
注册时间:
2008/12/10
发站内信
发表于:2011/3/18 19:38:31
#8楼
首先我是FP-X系列的机子,其次我用了F0 MV H108 DT90052,F0 MV H100 DT90052……指令,再次三轴能够成功急停!可能吴叔叔引用的注意事项有误!
学c,c++,c++buider。
【方案】
TwinCAT Scope 与 OPC UA 的完美邂逅
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
工控学堂推荐视频:
PLC学习视频
变频器学习视频
西门子学习视频
三菱学习视频
更多学习视频>>
•
[视频课程]一个小时教你学会升降输送系统编程方法
•
[视频课程]零基础快速入门西门子S7-1500PLC
•
[视频课程]西门子S7-200SMART如何快速找回原点
•
[视频课程]三菱PLC程序进制转化你懂了吗
•
[视频课程]台达DVP系列入门精讲
•
[视频课程]七节课带你全面认识西门子S7-1200
•
[视频课程]西门子S7-1500TCPU应用
•
[视频课程]西门子S7-1200与欧姆龙温控仪表的自由口通信
•
[视频课程]西门子S7-200SMART带参数子程序使用详解
62.4004