发表于:2011/3/2 11:48:49
#0楼
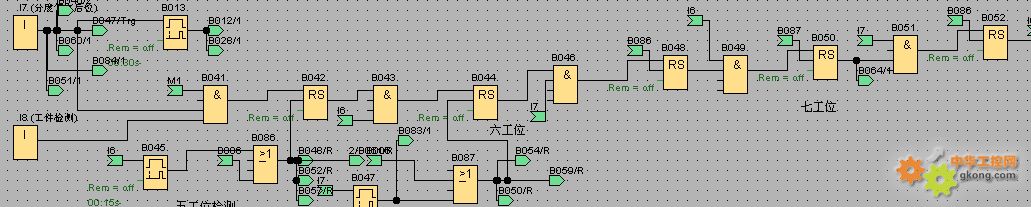
请教高手:plc实现如下功能:
第一步:检测镶件;
第二步:转盘转过3个工位后启动冲头;
第三步:再转过3个工位后启动抓取装置;
共十二个工位循环动作。
第一步:检测镶件;
第二步:转盘转过3个工位后启动冲头;
第三步:再转过3个工位后启动抓取装置;
共十二个工位循环动作。
[此贴子已经被jint于2011/3/2 11:53:45编辑过]