














发表于:2010/12/27 20:39:15
#0楼
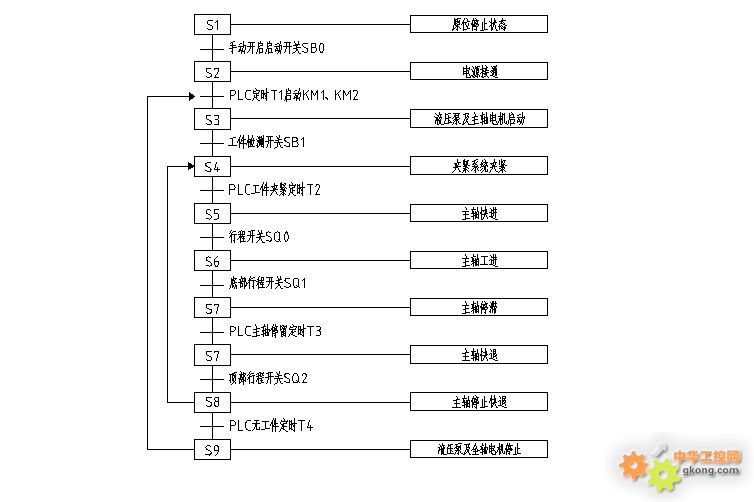
主轴快进控制:当工件检测器检测到工件后,工件检测开关SB1闭合,进行工件的夹紧计时,定时器T2计时2s完成后,三位四通电磁换向阀电磁铁1Y得电,液压控
制系统接入快进油路,主轴快速进给。
主轴工进控制:主轴快进行程完成后,快进行程开关SQ0闭合,三位四通电磁换向阀电磁铁1Y二位二通电磁换向阀电磁铁3Y和二位三通电磁换向阀4Y 得电,液压控制系统接入工进油路,主轴工进。
主轴停留:钻头完成对工件的加工后,主轴工进行程到达终点,工进行程开关SQ1 闭合,计时器T3开始2s计时,三位四通电磁换向阀电磁铁1Y失电复位,主轴停留对加工孔进行修磨。
主轴快退:计时器T3完成2s计时后,三位四通电磁换向阀电磁铁2Y得电,二位二通电磁换向阀电磁铁3Y和二位三通电磁换向阀4Y失电复位,液压控制系统接入快退油路,主轴快退。
主轴快退停止:主轴快退至行程开关SQ2处时,行程开关SQ2闭合,三位四通电磁换向阀电磁铁2Y失电复位,主轴停止快退。
主轴电机和液压泵电机停止:当工件检测器检测不到工件时,PLC控制程序中SB1常闭开关处于闭合状态,此时定时器T4开始300s计时,当计时完成后,也就是300s内没有工件待加工时主轴电动机和液压泵电动机停止工作。
