














发表于:2010/11/25 14:33:39
#0楼
一、数控车床作业现场相片
![附件]() 二、数控车床系统加工作业基本要求
二、数控车床系统加工作业基本要求
1、高切削精度 2、稳定度高,加工复杂、不规则形状零件时要求合格率高
3、高柔性,要求控制系统反应速度快 4、高生产率
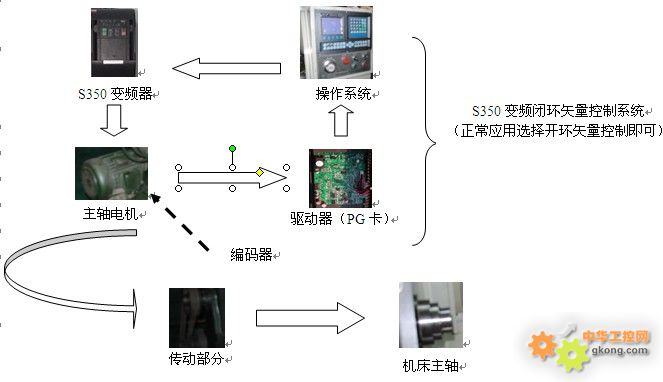
三、S350变频控制系统配置及原理图
1、控制系统配置
①S350变频器 ②主轴电机 ③传动部分
④数控操作系统 ⑤编码器 ⑥驱动器(PG卡)
(备注:本系统根据切削零件具体工况要求可加装编码器、PG卡进行闭环矢量控制。)
2、系统原理图:
![附件]()
四、S350变频控制系统优势
1、完全满足数控车床高生产率、高削切精度、高稳定性、高柔性要求。
2、S350采用矢量控制模式,动态响应效果非常好,使电机主轴能高速稳定运行。
3、满足复杂、不规则形状零件的高深度和高强度削切要求,在0.5HZ~1HZ低频状况下,可以稳定保持150%的转矩输出。
4、加减速时间0.1秒,实现无衔接式正反转运行。
5、抗干扰性强,通过严格CNC综合测试,不会对系统造成任何干扰。
6、稳速精度高,低速时速度变化率小,运行平滑。
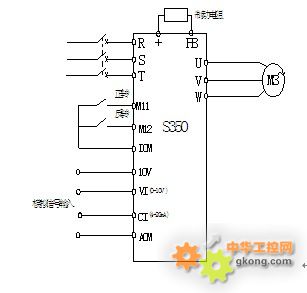
五、该数控车床系统特性及接线原理图
1、该数控机床系统通过两路信号控制机床主轴转动:一路是模拟电压信号0~10V输入,另一路是模拟电流信号4~20mA输入。
2、该系统要求机床主轴能够快速正反转切换运行。
3、基本接线原理图:
![附件]() 六、S350变频控制主要操作步骤及参数设置表
六、S350变频控制主要操作步骤及参数设置表
1、电机与负载脱离,启动变频器,进行电机参数自学习(需正确输入电机铭牌参数)。
2、选择无感矢量控制模式(SVC),然后正确输入系统所需各项参数。
3、具体参数设置如下表:
功能码 功能说明 设定值 功能备注
F0.00 控制模式选择 0 选择无速度传感器的矢量控制(开环SVC矢量控制)
F0.01 启停信号选择 1 外部启停
F0.03 主频率源X选择 2 (VI) (用户可自己选择)模拟电压信号
F0.10 最大输出频率 100HZ 由用户要求设定
F0.12 运行频率上限 100HZ
F0.18 加速时间1 0.5S
F019 减速时间1 0.5S
F1.06 停机直流制动频率 0.5HZ 需外加制动电阻
F1.07 停机直流制动等待时间 0
F1.08 停机直流制动电流 100 需外加制动电阻
F1.09 停机直流制动时间 1S
F2.01 电机额定功率 3KW
电机铭牌参数
F2.02 电机额定频率 50HZ
F2.03 电机额定转速 1460
F2.04 电机额定电压 380V
F2.05 电机额定电流 6.5A
F2.11 电机参数识别 1 选择电机完整调谐(需脱离负载)
F3.06 VC转差补偿系数 由用户要求设定
F3.07 转矩上限设定
F5.13 VI下限值 0.00V 用户可根据实际要求更改
F5.14 VI下限对应设定 0.0%
F5.15 VI上限值 5
F5.16 VI上限对应设定 94.5
F5.17 VI输入滤波时间 0.10
F5.18 CI下限值 4
F5.19 CI下限对应设定 0.0%
F5.20 CI上限值 20.0
F5.21 CI上限对应设定 100
F5.22 CI输入滤波时间 0.10
七、综合
数控车床变频控制系统只是S350众多应用案例其中之一。S350变频器“芯”能强劲,表现自然非凡!作为国内高端变频领先者,其卓越的品质与性能完全可满足实际应用需求。
附:S350变频器和某知名品牌变频器在数控车床应用上的性能对比
1、数控机床配置
电机额定功率 电机额定电压 电机额定电流 电机额定转速 模拟信号
4KW 380V 8.8A 1480 0~5V
2、性能参数对比
品牌 变频器额定功率 电机运行频率 加速时间 减速时间 直流制动 制动频率 制动电流 制动时间 停机电流 制动效率
S350 4KW 90HZ 2S 2S 开 1.5HZ 60% 2S 8.9A 准时制动
某品牌 3.7KW 90HZ 2S 2S 开 1.5HZ 60% 2S 13.6A 准时制动
3、停机电流与低频力矩对比
对比项目
品牌 停机电流(加减速时间设置) 低频力矩
1秒 0.3秒 0.1秒
S350 9.5A 10.6A(准时制动,平滑起停) 11.6A(母线电压平稳,准时制动) 0.5HZ时,150%额定转矩
某品牌 14.6A 显示模块故障 显示模块故障 0.5HZ时,150%额定转矩

1、高切削精度 2、稳定度高,加工复杂、不规则形状零件时要求合格率高
3、高柔性,要求控制系统反应速度快 4、高生产率
三、S350变频控制系统配置及原理图
1、控制系统配置
①S350变频器 ②主轴电机 ③传动部分
④数控操作系统 ⑤编码器 ⑥驱动器(PG卡)
(备注:本系统根据切削零件具体工况要求可加装编码器、PG卡进行闭环矢量控制。)
2、系统原理图:
四、S350变频控制系统优势
1、完全满足数控车床高生产率、高削切精度、高稳定性、高柔性要求。
2、S350采用矢量控制模式,动态响应效果非常好,使电机主轴能高速稳定运行。
3、满足复杂、不规则形状零件的高深度和高强度削切要求,在0.5HZ~1HZ低频状况下,可以稳定保持150%的转矩输出。
4、加减速时间0.1秒,实现无衔接式正反转运行。
5、抗干扰性强,通过严格CNC综合测试,不会对系统造成任何干扰。
6、稳速精度高,低速时速度变化率小,运行平滑。
五、该数控车床系统特性及接线原理图
1、该数控机床系统通过两路信号控制机床主轴转动:一路是模拟电压信号0~10V输入,另一路是模拟电流信号4~20mA输入。
2、该系统要求机床主轴能够快速正反转切换运行。
3、基本接线原理图:
1、电机与负载脱离,启动变频器,进行电机参数自学习(需正确输入电机铭牌参数)。
2、选择无感矢量控制模式(SVC),然后正确输入系统所需各项参数。
3、具体参数设置如下表:
功能码 功能说明 设定值 功能备注
F0.00 控制模式选择 0 选择无速度传感器的矢量控制(开环SVC矢量控制)
F0.01 启停信号选择 1 外部启停
F0.03 主频率源X选择 2 (VI) (用户可自己选择)模拟电压信号
F0.10 最大输出频率 100HZ 由用户要求设定
F0.12 运行频率上限 100HZ
F0.18 加速时间1 0.5S
F019 减速时间1 0.5S
F1.06 停机直流制动频率 0.5HZ 需外加制动电阻
F1.07 停机直流制动等待时间 0
F1.08 停机直流制动电流 100 需外加制动电阻
F1.09 停机直流制动时间 1S
F2.01 电机额定功率 3KW
电机铭牌参数
F2.02 电机额定频率 50HZ
F2.03 电机额定转速 1460
F2.04 电机额定电压 380V
F2.05 电机额定电流 6.5A
F2.11 电机参数识别 1 选择电机完整调谐(需脱离负载)
F3.06 VC转差补偿系数 由用户要求设定
F3.07 转矩上限设定
F5.13 VI下限值 0.00V 用户可根据实际要求更改
F5.14 VI下限对应设定 0.0%
F5.15 VI上限值 5
F5.16 VI上限对应设定 94.5
F5.17 VI输入滤波时间 0.10
F5.18 CI下限值 4
F5.19 CI下限对应设定 0.0%
F5.20 CI上限值 20.0
F5.21 CI上限对应设定 100
F5.22 CI输入滤波时间 0.10
七、综合
数控车床变频控制系统只是S350众多应用案例其中之一。S350变频器“芯”能强劲,表现自然非凡!作为国内高端变频领先者,其卓越的品质与性能完全可满足实际应用需求。
附:S350变频器和某知名品牌变频器在数控车床应用上的性能对比
1、数控机床配置
电机额定功率 电机额定电压 电机额定电流 电机额定转速 模拟信号
4KW 380V 8.8A 1480 0~5V
2、性能参数对比
品牌 变频器额定功率 电机运行频率 加速时间 减速时间 直流制动 制动频率 制动电流 制动时间 停机电流 制动效率
S350 4KW 90HZ 2S 2S 开 1.5HZ 60% 2S 8.9A 准时制动
某品牌 3.7KW 90HZ 2S 2S 开 1.5HZ 60% 2S 13.6A 准时制动
3、停机电流与低频力矩对比
对比项目
品牌 停机电流(加减速时间设置) 低频力矩
1秒 0.3秒 0.1秒
S350 9.5A 10.6A(准时制动,平滑起停) 11.6A(母线电压平稳,准时制动) 0.5HZ时,150%额定转矩
某品牌 14.6A 显示模块故障 显示模块故障 0.5HZ时,150%额定转矩
[此贴子已经被作者于2010/11/25 14:37:17编辑过]
三晶变频器S350 ---高端品牌变频器领先者
服务热线:400-678-6091
官方网址:
服务热线:400-678-6091
官方网址:
