发表于:2004/10/25 14:53:00
#0楼
有一条输送带,输送带上方从前到后放置四个结构相同的装料台,在这四个工位分别装填不同的原料。装料过程是:人工将要装的物料填入定量装料模,等待输送带将待装容器传来,容器到位后发出可以装料信号,人工给出装料信号,装料门完全打开后自动关闭,自动控制将装过料的容器放行到下一个装料台并将下一个待装的容器截住,重复上述过程。容器也可人为地放过以防装过料的容器重复装填。输送带不停,容器靠小型气缸阻挡,装料门由气缸控制开、关,输送带上的容器与容器之间必须留有间隙,否则小气缸会将容器打翻,这就要求本台的容器放行前下一个容器不能到达本台下方。按要求设计控制电路。
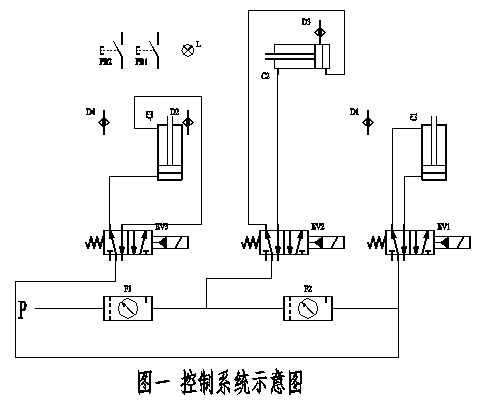
![附件]() 上图是四个装料台中的一个。每个装料台本来就有一个装料气缸c2。改造后至少要增加一个阻挡气缸c3,多增加一个气缸c1的目的是加快速度提高效率(输送带的长度允许增加)。L是“就绪”指示灯,pb1、pb2分别是装料按钮和备用的放行按钮。气缸的初始位置是c2、c3伸出、c1退回。第一个容器完全通过c1后,d1发出信号,c1立即伸出不让下一个容器通过。容器到达装料口后被c2挡住,d2发出可以装料信号,就绪指示灯L亮。按下pb1后c2退回装料,气缸完全退回后d3发出信号,c2马上返回伸出,人工准备下次装料。这时如果下一个装料台的c1有容器被挡住,c3不能退回放行容器,必须等到下一台的c1放行后本台c3才能放行,(同时本台c1也放行下一个待装的容器)。装过的容器完全通过c3后,d4发出信号c3返回准备阻挡下一个容器。
上图是四个装料台中的一个。每个装料台本来就有一个装料气缸c2。改造后至少要增加一个阻挡气缸c3,多增加一个气缸c1的目的是加快速度提高效率(输送带的长度允许增加)。L是“就绪”指示灯,pb1、pb2分别是装料按钮和备用的放行按钮。气缸的初始位置是c2、c3伸出、c1退回。第一个容器完全通过c1后,d1发出信号,c1立即伸出不让下一个容器通过。容器到达装料口后被c2挡住,d2发出可以装料信号,就绪指示灯L亮。按下pb1后c2退回装料,气缸完全退回后d3发出信号,c2马上返回伸出,人工准备下次装料。这时如果下一个装料台的c1有容器被挡住,c3不能退回放行容器,必须等到下一台的c1放行后本台c3才能放行,(同时本台c1也放行下一个待装的容器)。装过的容器完全通过c3后,d4发出信号c3返回准备阻挡下一个容器。