发表于:2010/3/17 21:34:50
#0楼
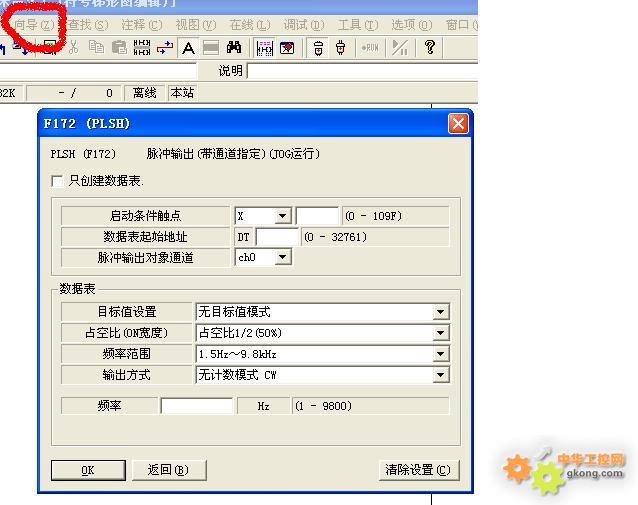
这个指令我看手册的时候没有看太明白
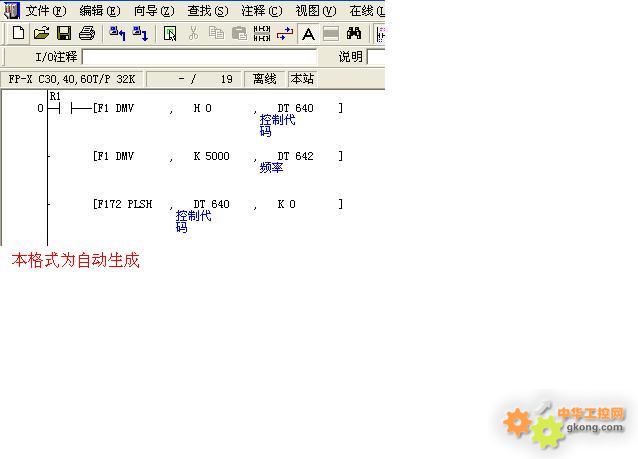
[F172 PLSH,DT 640 K2]
我想问这个指令输出到哪个输出口,通过哪种输出方式?输出量是多少?
[F172 PLSH,DT 640 K2]
我想问这个指令输出到哪个输出口,通过哪种输出方式?输出量是多少?