发表于:2010/1/14 17:14:25
#0楼
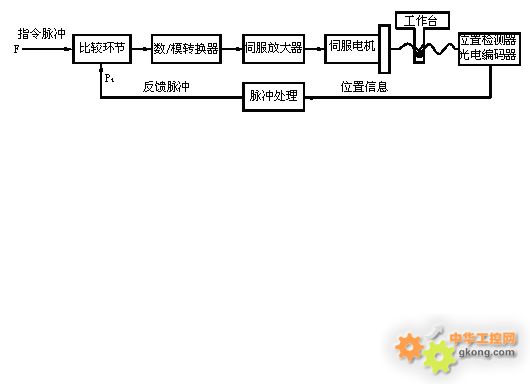
进给伺服系统,是数控机床的重要组成部分。它由伺服驱动电路、伺服驱动装置(电机)、位置检测装置、机械传动机构以及执行部件等部分组成。它的作用是:接受数控系统发出的进给位移和速度指令信号,由伺服驱动电路作一定的转换和放大后,经伺服驱动装置(直流或交流伺服电机、直线电机、功率步进电机、电液伺服阀─液马达等)和机械传动机构,驱动机床的工作台、主轴头架等执行部件进行工作进给和快速进给。
数控机床的进给伺服系统与一般机床的进给系统有本质上的差异,它能根据指令信号自动精确地控制执行部件运动的位移、方向和速度,以及数个执行部件按一定的规律运动以合成一定的运动轨迹。
伺服电机及调速
一、概述
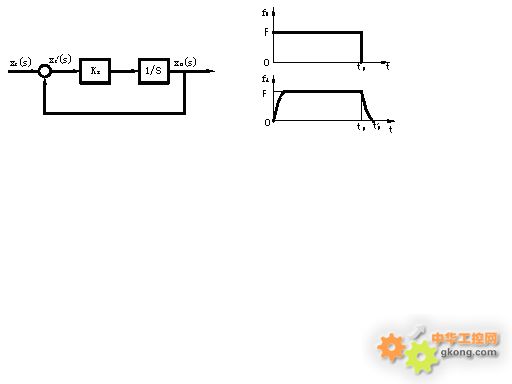
伺服驱动电动机又称为执行电动机,它具有根据控制信号的要求而动作的功能。 由数控系统送出的进给脉冲指令经变换和功率放大后,作为伺服电机的输入量,控制它在指定方向上作一定速度的角位移或直线位移(直线电机), 从而驱动机床的执行部件实现给定的速度和方向上的位移。伺服驱动电机的性能在很大程度上影响进给伺服系统的性能。它应满足伺服系统的所要求的调速范围宽,精度高,稳定性好,动态响应快,反向死区小,能频繁启、停和正反运动等特性。
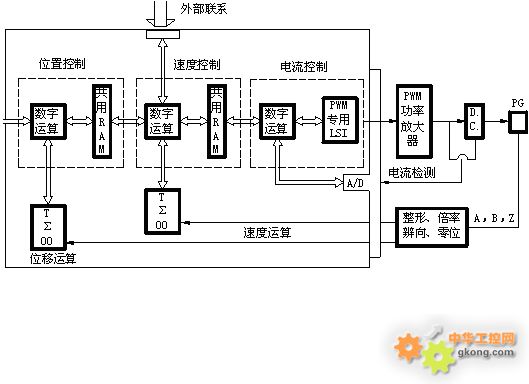
在开环进给系统中采用的伺服驱动装置有电液脉冲马达,功率步进电机。在闭环进给系统中,早期多用电液伺服阀-液压马达与小慣量电机,20世纪70年中期以后多用宽调速直流伺服电机。以后交流伺服电机的研究不断取得显著进展,使交流伺服电机取得广泛应用,占据了绝对的优势。
二、步进电机
步进电机是一种将电脉冲信号转换成机械角位移的电磁机械装置。由于所用电源是脉冲电源,所以也称为脉冲马达。每当输入一个电脉冲,电动机就转动一定角度前进一步。脉冲一个一个地输入,电动机便一步一步地转动。又因为它输入的既不是正弦交流电,又不是恒定的直流电,而是电脉冲,又称为脉冲电动机。
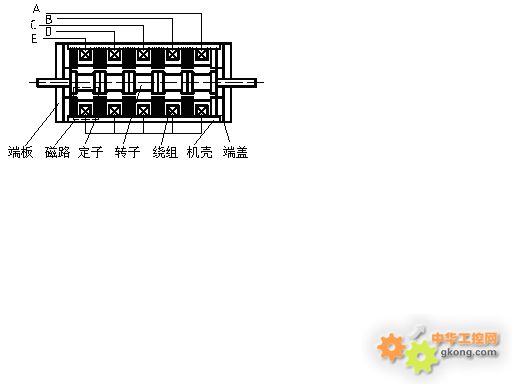
步进电机由转子和定子两部分组成。转子和定子均由带齿的硅钢片叠成。定子上有绕组分为若干相,每相磁极上有极齿。当某相定子绕组通以直流电压激磁后,便吸引转子,使转子上的齿与该相定子的对齐,令转子转动一定的角度,依次向定子绕组轮流激磁,会使转子连续旋转。
步进电动机种类繁多,有旋转运动的,直线运动的和平面运动的。从结构看,它分为反应式与激磁式,激磁式又可分为供电激磁式和永磁式两种;按定子数目,可分为单段定子式与多段定子式;按相数,可分为单相,两相,三相和多相。各相绕组可在定子上径向排列,也可在定子的轴向上分段排列。激磁式步进电动机与反应式步进电动机相比,只是转子多了激磁绕组,工作原理与反应式相似。
图8-1所示为单定子径向分相式反应步进电机的断面图。转子上有均匀分布的40个齿,没有绕组。A、B、C三相定子每相两极,每极上有5个齿,与转子一样齿间夹角均为9°。如果A相通电则转子齿与A相极齿对齐,这时在B相两极下定子齿与转子齿中心线并不对齐,而是转子齿中心线较定子齿中心线沿反时针方向滞后1/3齿距,即3°。C相下,转子齿超前6°。因此,当通电状态由A相变为B相时,转子顺时针方向转过3°,C相通电再转3º。步距角为α=360º/(3×40×1)=3°。双拍通电激磁,即按A-AB-B-BC-C-CA-A……的顺序通电激磁,则步距角α=360º/(3×40×2)=1.5°。一般而言
α=360/mzk
式中:m——绕组相数;
z——转子齿数,单拍通电k=1,双拍通电k=2。
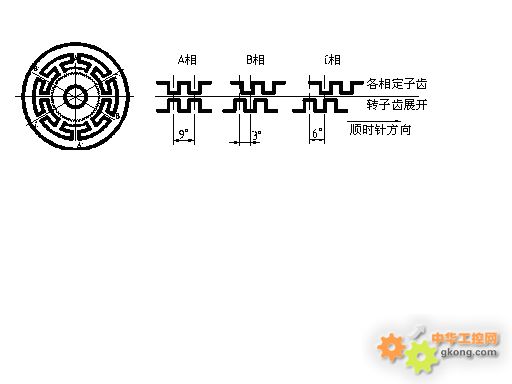
如果按上述相反的方向通电,则步进电机将反时针方向旋转。可见,当转子齿数不变,齿距角不变时,若拍数增加一倍,步距角则减少一半。图中,当三相三拍运行时,步距角为3°,三相六拍运行时步距角为1.5°。由式8-1可知,转子齿数与系统对步进电动机要求的步距角有关,也与相数、拍数有关,其值不能任意选取。只要在错开的条件下增加转子齿数z和电源的相数m及运行拍数,就可满足小步距角的要求,如1.2°/0.6°或1.5°/0.75°等。