















发表于:2009/10/16 16:46:28
#0楼
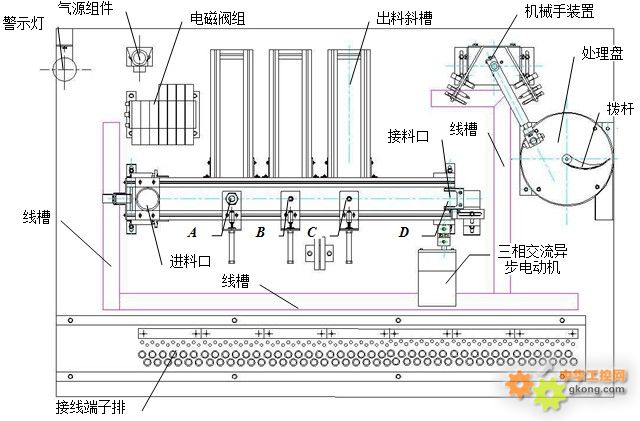
1. 设备运行
在设备处于初始位置时,先在皮带输送机的位置C与D之间放上待检测的一组(4个零件,零件之间留6~10mm距离)零件,然后按下启动按钮SB5,三相交流异步电动机以35Hz的频率启动带动皮带输送机由位置D向位置C方向运行,运行指示灯 HL1以1Hz的频率闪亮,指示设备处在零件检测的工作状态。
2. 零件检测
在皮带输送机上的4个待检测零件中,若某种零件为单一零件(即只有一个这种颜色或材质的零件),则该零件为不合格零件,其余为合格零件。在检测过程中,零件不能从皮带输送机上掉下。
3. 零件的分送
(1)合格的金属零件由A位置气缸推入对应的出料斜槽,合格的白色塑料零件由B位置气缸推入对应的出料斜槽,合格的黑色塑料零件由C位置气缸推入对应的出料斜槽。皮带输送机由位置C向位置D方向运行时,三相交流异步电动机以25Hz的频率带动皮带输送机运行。皮带输送机由位置D向位置C方向运行时,三相交流异步电动机以35Hz的频率带动皮带输送机运行。零件到达推出位置时,皮带输送机应停止运行,相应气缸将零件推入对应的出料槽后自动缩回。如皮带输送机上还有零件,则当气缸活塞杆缩回后,皮带输送机又自动启动并按相应的频率运行。
(2)不合格的零件由皮带输送机送往位置D。当零件到达位置D时,机械手的悬臂伸出→手臂下降→气手指合拢抓取零件→延时1s→手臂上升→悬臂缩回→机械手向右转动→悬臂伸出→气手指松开,零件掉在处理盘内→悬臂缩回→机械手转左→回原位后停止。零件掉入处理盘后,拖动处理盘拨杆转动的直流电动机立即转动,转动3s后停止。
4. 设备停止
当该组4个零件经过检测并分送和处理完成后,设备自动停止运行,指示灯HL1熄灭。待放上另一组(4个)零件,再按下启动按钮SB5,设备按上述过程进行再次检测与分送。
以上就是工作要求,检测的工件有三种:金属、白塑料、黑塑料,A、B、C三处的传感器分别是A处电感只检测金属、B处光纤传感器调节成只检测白塑料和金属、C处光纤传感器三种物件都检测。请广大朋友结合图根据上述要求,怎样来编写出控制程序,请大家多多指教,谢谢!
希望通过论坛与各位成为朋友!
学无止境,学有所用
学无止境,学有所用


 有机会学习就多动动脑筋吧!我以前读书少,现在都靠自学! 书到用时方恨少啊!
有机会学习就多动动脑筋吧!我以前读书少,现在都靠自学! 书到用时方恨少啊!
