发表于:2009/5/15 20:54:01
#0楼
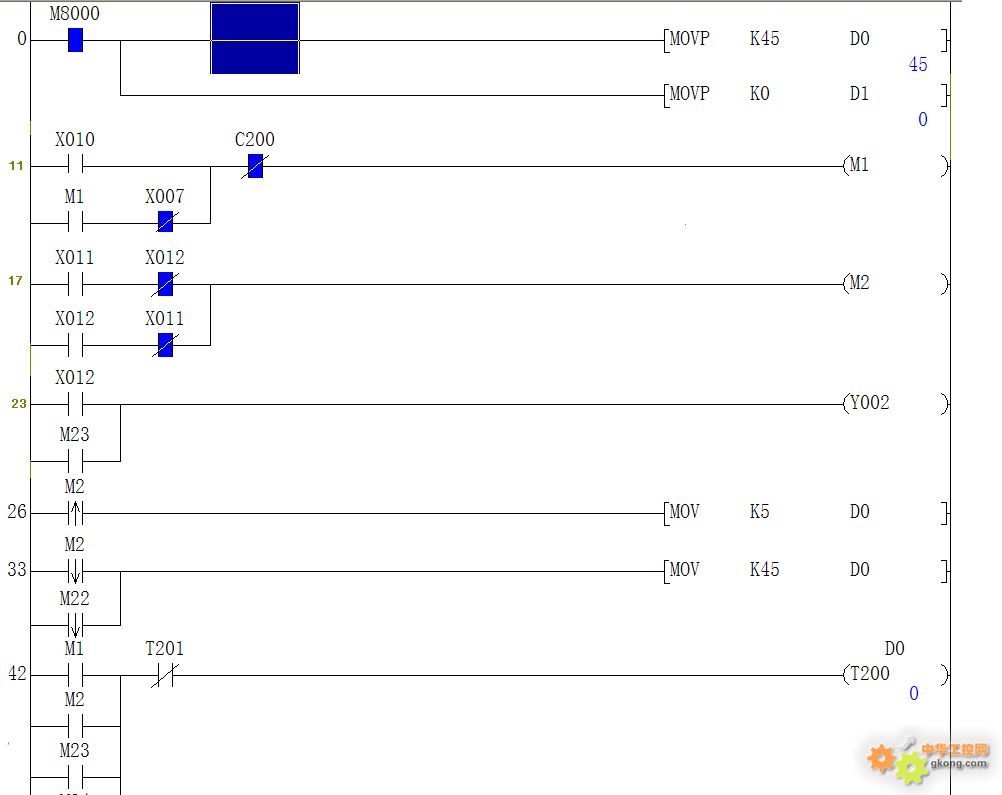
应大家意见将整段程序分两段上传供大家分析,<M23为何不动作>
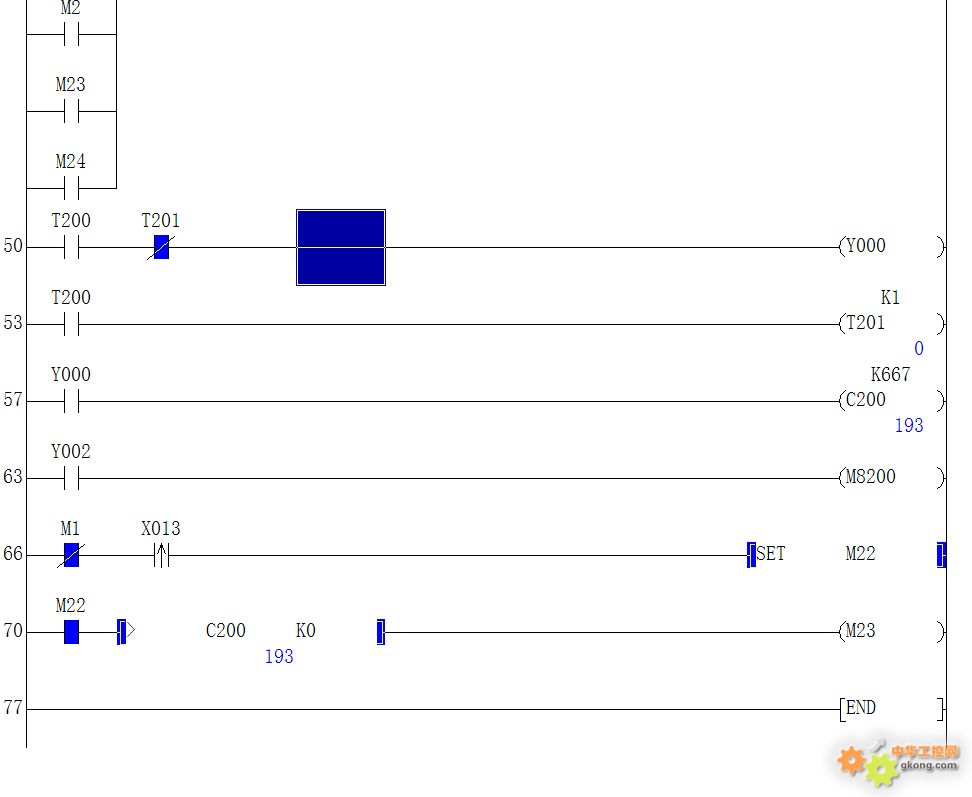
此程序在三菱FX1N中应用,其实第一段程序与第二段程序关系不大,分析的重点目标在比较指令,也就是第二段程序中当X013上升脉冲置位M22后,M22闭合,从比较指令也就是图中第70步可以看出C200明显大于0,而M23:M23为何不动作?![附件]()
![附件]()
此程序在三菱FX1N中应用,其实第一段程序与第二段程序关系不大,分析的重点目标在比较指令,也就是第二段程序中当X013上升脉冲置位M22后,M22闭合,从比较指令也就是图中第70步可以看出C200明显大于0,而M23:M23为何不动作?