发表于:2009/3/28 17:07:01
#0楼
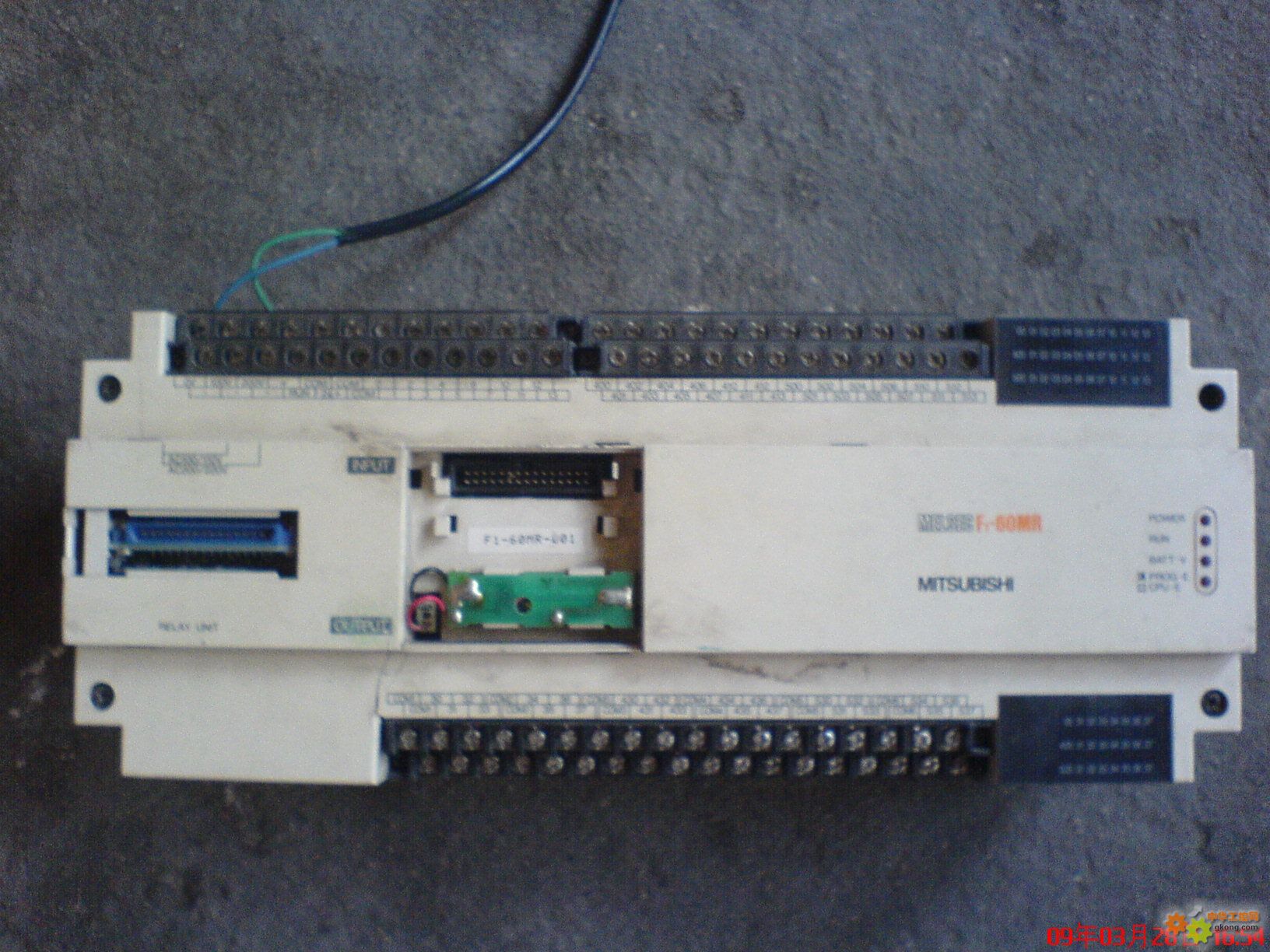
求助高手:偶得一型号为F1-60MR-001的机器,请问有知道的吗??
望告知。谢谢![附件]()
![附件]()
![附件]()
望告知。谢谢