发表于:2009/1/8 12:43:24
#0楼
附件:
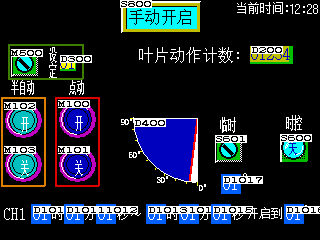
[本地下载]目的:由D199输出决定的界面指针摆动幅度需与电机带动的叶片幅度一致(90度范围)
说明:1、此拉杆电机无返回信号,无法装编码器,有外部控制的上下限位,但没有进PLC
正方转为Y10Y7;
2、D200: 手动输入的数据,最好是90的倍数,与动作总时间对应,但不是时间数据。随程序长短(扫描周期)不同而变化。D201:每度的计数。D310:需转到的角度。
4、使用三菱FX2N
出现的问题是:在手动、半自动及临时增加测试的3种情况,都能在0~90度范围内切换到任意角度,不归零情况下可正反转。但在时控下,指针和实际叶片幅度出现较大误差!
处理措施:1、时控原来用TCMP,后来改用TZCP,但效果一样; 2、后想对Y改用TIM,但在反转时无法让时间变化(减少);用计数器又无法对应时间,实际上和加1减1指令一样;3、最早有用固定脉冲100ms对D199,后来用10ms,最后没有用脉冲,还是不行;4、监控两种情况的扫描周期好象没什么变化:当前值D8010:12(13);最小D8011:11(11);最大D8012:26(27)。这是我测试的小程序的扫描周期。原来程序是8ms
这几天郁闷的快死了,肯请各位大虾帮忙指点指点!
附件:
[本地下载]