发表于:2008/12/18 17:34:00
#0楼
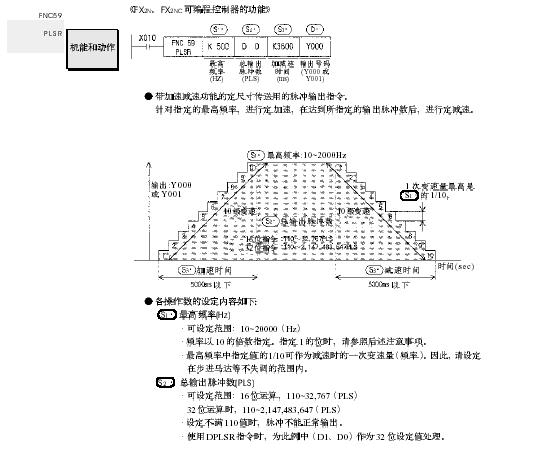
非常紧急求救,这个PLSR到底怎么使用
我查过手册,他说PLSR的四个参数按顺序依次是 频率,脉冲数量,时间,输出
输出就不用说了
我非常想知道频率,脉冲数量,时间这三个参数值根据需要是怎么确定的?
麻烦各位朋友举个例子
很紧急的情况,谢谢各位!
我查过手册,他说PLSR的四个参数按顺序依次是 频率,脉冲数量,时间,输出
输出就不用说了
我非常想知道频率,脉冲数量,时间这三个参数值根据需要是怎么确定的?
麻烦各位朋友举个例子
很紧急的情况,谢谢各位!