发表于:2008/12/4 22:59:00
#0楼
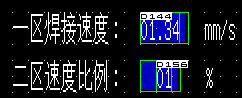
最近在做的这个项目,在触摸屏上需要输入焊接的速度,而且不同的段,速度是不同的。所以我就先做了一个基础速度的输入口,其它的输入这个速度的百分比,局部截图如下:
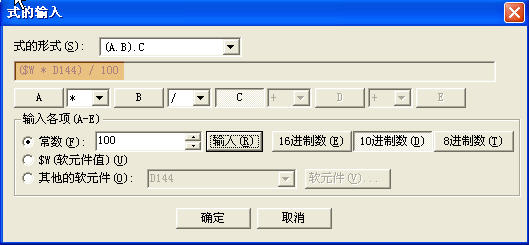
![附件]() 我的这个项目用的是三菱A975的屏,输入数据时,可以进行公式运算后再传到相应寄存器中,我为了省去在PLC中编程,就在屏上做了公式,过程如下:
我的这个项目用的是三菱A975的屏,输入数据时,可以进行公式运算后再传到相应寄存器中,我为了省去在PLC中编程,就在屏上做了公式,过程如下:
1、双击“数据输入区”,弹出如下窗口:
![附件]() 按照图示步骤,最后点“运算式”,弹出如下窗口:
按照图示步骤,最后点“运算式”,弹出如下窗口:
![附件]() 写入图示中的公式,确定后,会将运算值存入PLC中的相应寄存器中。
写入图示中的公式,确定后,会将运算值存入PLC中的相应寄存器中。
编程到这里,本来我认为没有问题了,可就在我把程序传到屏上调试时,又发现了没有想到的问题。
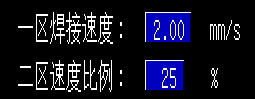
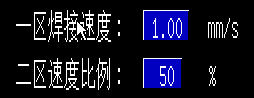
如下图示,我第一次输入一区焊接速度“1”,二区速度比例“50%”,而我改动一区焊接速度为“2”后,二区速度比例里显示的数自动变为“25%”,这可不是我想要的,二区的显示百分数应该是不变的啊。
![附件]()
![附件]() 监视程序后发现,更改D144(一区焊接速度)的数值后,D156(二区速度)并没有跟着变,所以显示的百分比就会变化了。
监视程序后发现,更改D144(一区焊接速度)的数值后,D156(二区速度)并没有跟着变,所以显示的百分比就会变化了。
原来触摸屏上面“数据输入”的值并不是时刻扫描,传给PLC的。只有在重新写入时,才会更新。所以我在更改D144时,没有对D156进行操作,造成即使D144的值变了,D156中的公式并没有重新计算,D156传给PLC的值就没有变。
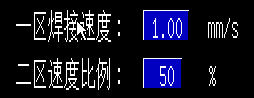
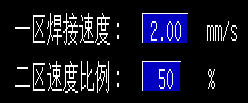
这个现象是我以前没有注意的,所以我只能不在屏上给D156写公式,把对应的公式写到PLC中,问题就解决了。每次更改“一区焊接速度”时,“二区速度比例”中显示的值不会变化。如下图:
![附件]()
![附件]()
等这个项目调试完成后,我将上传整个图例。
1、双击“数据输入区”,弹出如下窗口:

编程到这里,本来我认为没有问题了,可就在我把程序传到屏上调试时,又发现了没有想到的问题。
如下图示,我第一次输入一区焊接速度“1”,二区速度比例“50%”,而我改动一区焊接速度为“2”后,二区速度比例里显示的数自动变为“25%”,这可不是我想要的,二区的显示百分数应该是不变的啊。
原来触摸屏上面“数据输入”的值并不是时刻扫描,传给PLC的。只有在重新写入时,才会更新。所以我在更改D144时,没有对D156进行操作,造成即使D144的值变了,D156中的公式并没有重新计算,D156传给PLC的值就没有变。
这个现象是我以前没有注意的,所以我只能不在屏上给D156写公式,把对应的公式写到PLC中,问题就解决了。每次更改“一区焊接速度”时,“二区速度比例”中显示的值不会变化。如下图:
等这个项目调试完成后,我将上传整个图例。
[此贴子已经被作者于2008-12-4 23:22:47编辑过]
说说