发表于:2008/6/4 8:50:00
#0楼
使用三菱FX2N系列PLC
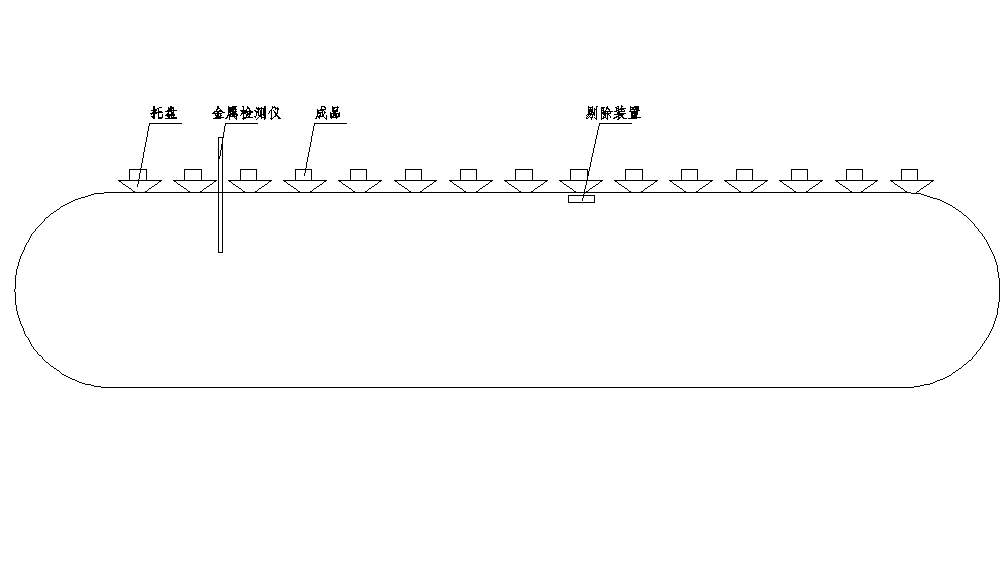
想做一个金属检测踢出的程序,如图所示,左到右,分别是托盘,金属检测仪,成品,剔除装置 。托盘装在一条链条上,连续运作,成品放在托盘上,经过金属探测仪,如果发现用金属,则当该托盘运动到剔除装置处时,剔除装置动作,将其剔除。整个生产是连续动作的。
想各位大侠给个方法,或者思路,教教兄弟啊。感谢感谢。![附件]()
想做一个金属检测踢出的程序,如图所示,左到右,分别是托盘,金属检测仪,成品,剔除装置 。托盘装在一条链条上,连续运作,成品放在托盘上,经过金属探测仪,如果发现用金属,则当该托盘运动到剔除装置处时,剔除装置动作,将其剔除。整个生产是连续动作的。
想各位大侠给个方法,或者思路,教教兄弟啊。感谢感谢。