














发表于:2021/6/2 9:17:59
#0楼
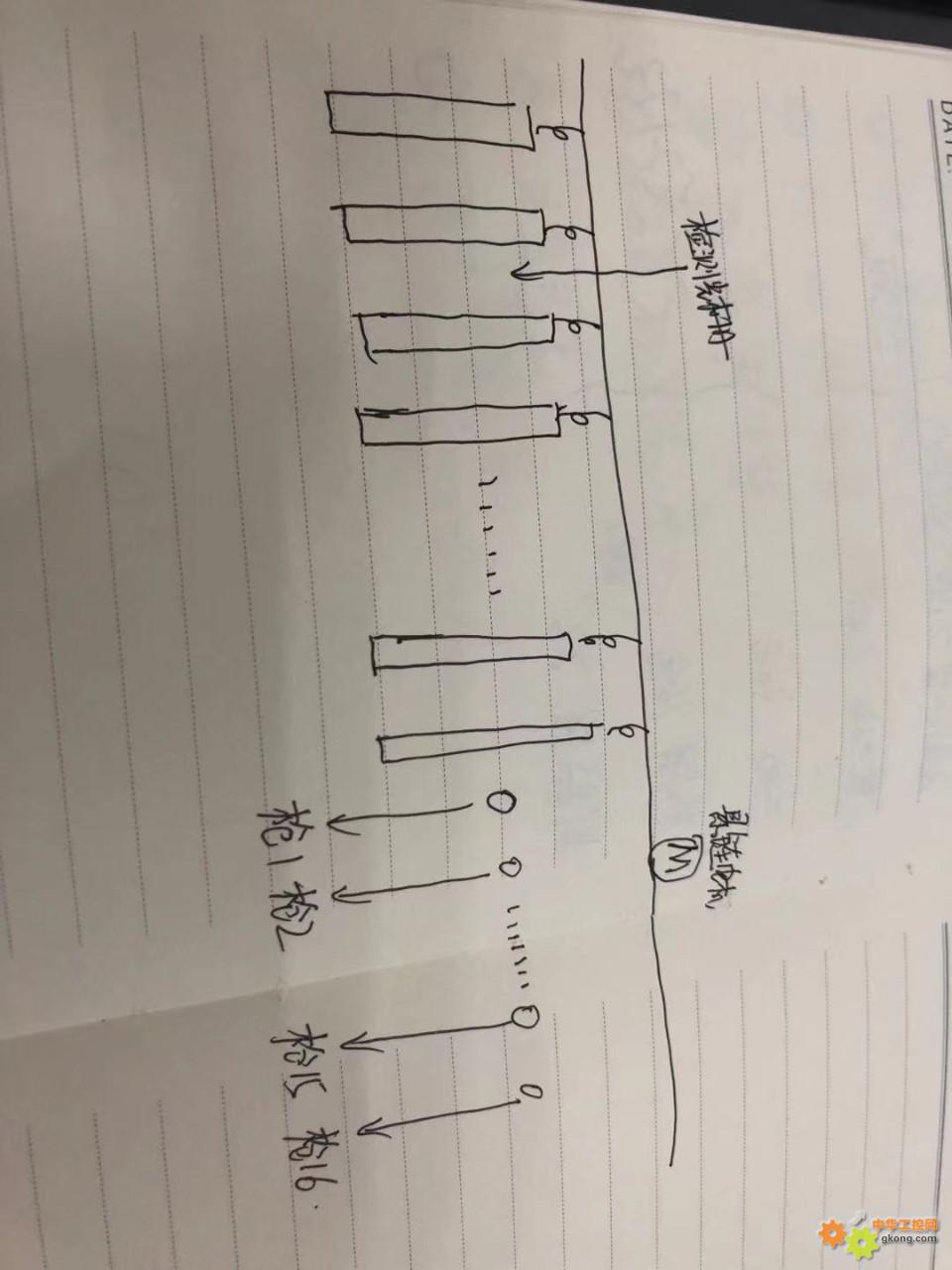
如图所示,悬链电机上有个编码器,检测光栅感应到工件(形状不固定)后记录当前脉冲,然后到达对应枪1~16的位置依次开关枪,光栅到最后一把枪的位置之间最多有40个工件,我想用建表然后先进先出,,但是想不懂什么时候去触发先进先出的指令,有大佬给个怎么写这个程序的意见么



