发表于:2020/11/23 21:06:06
#30楼
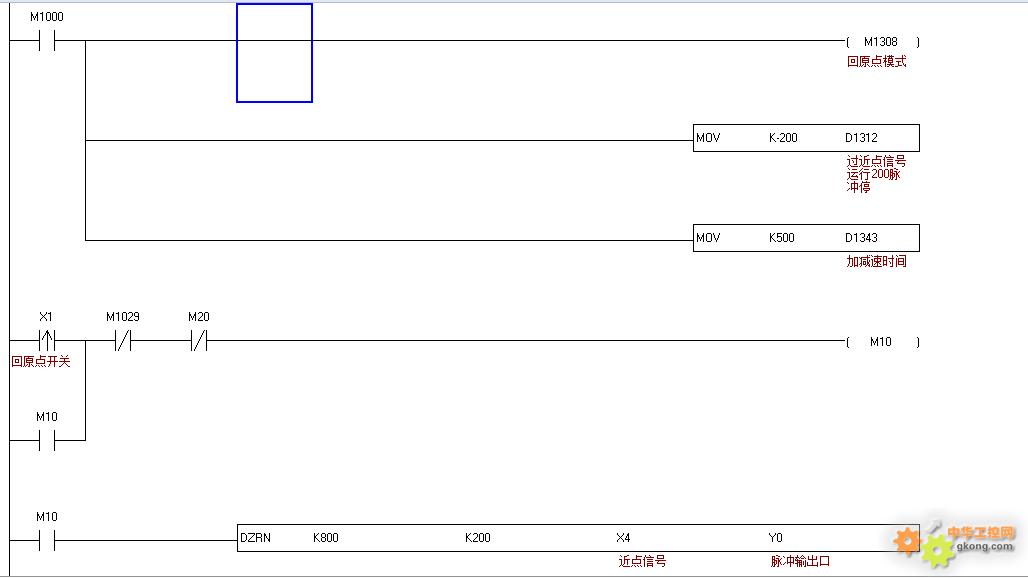
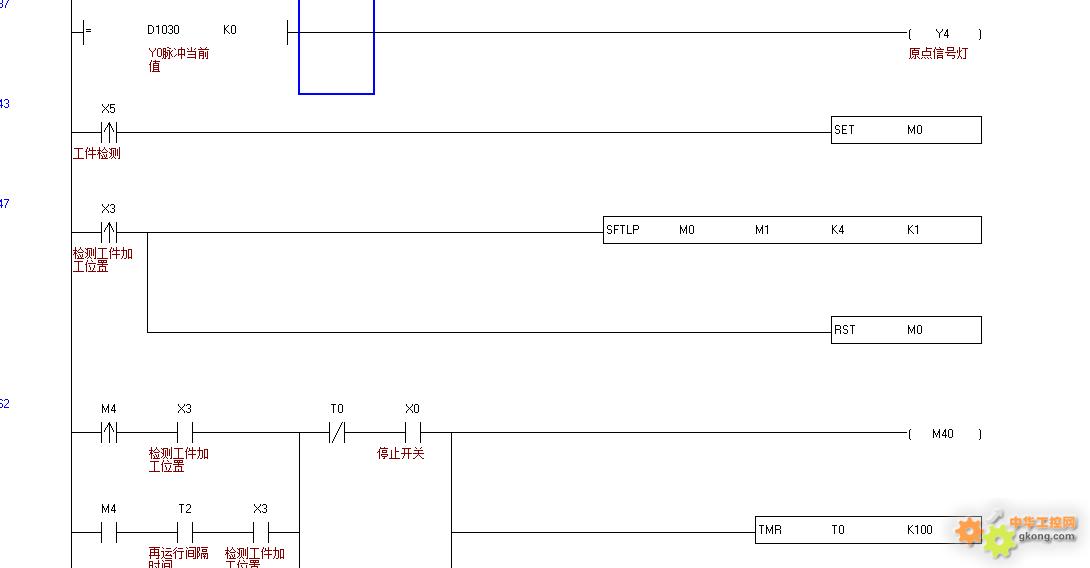
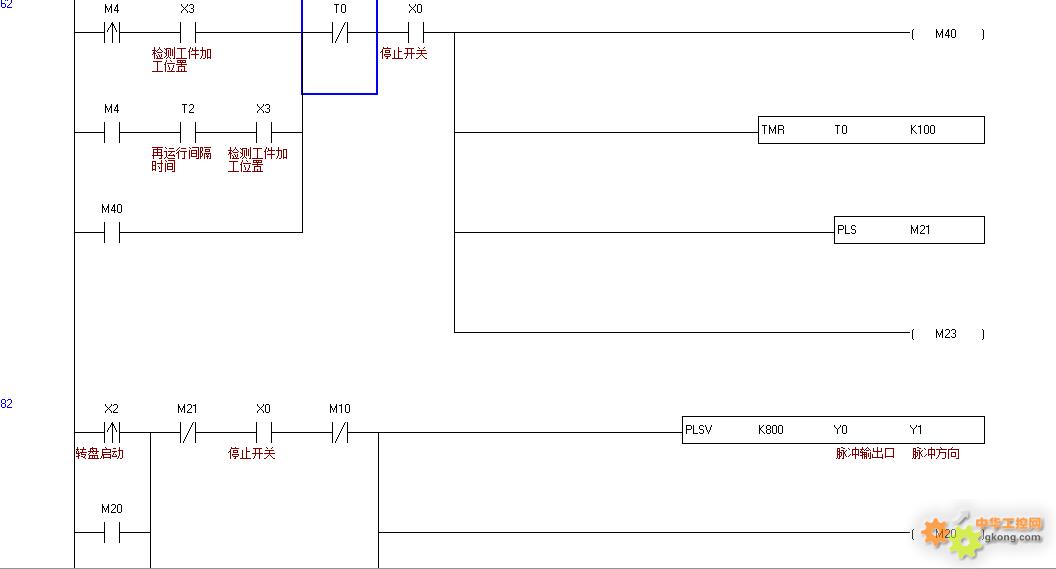
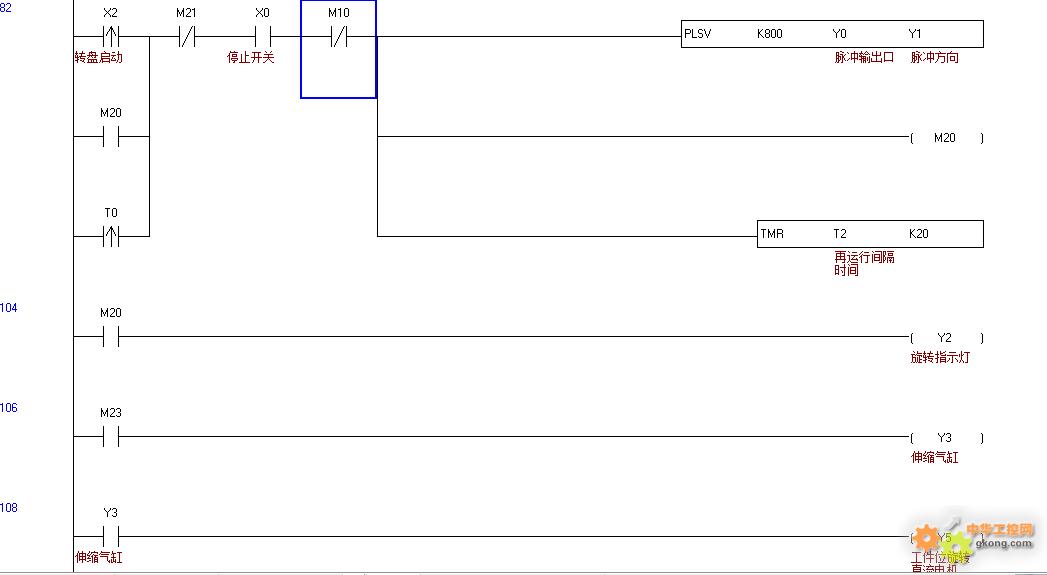
回复28楼坛友:开始我跟你的想法一样,意想中很简单,而且我最初写程序的思路也跟你说的差不多,实际上程序运行不起来。首先感应开关只有两个,一个工件检测开关,一个工件到位加工开关,转盘一直转,循环不停,加工的同时上下料。连续搞了三个晚上,都不行,后来用移位指令也卡在二次启动上,我承认我的水平就是刚入门,09年开始就接触PLC,但都是做些简单逻辑控制或X\Y轴控制,没做过大的项目,但实事就是不行。呵呵!我把程序贴出来你可以试试写一下,看看我的程序还有哪些改进的地方,相互交流,共同进步。![附件 0.jpg]()
![附件 1.jpg]()
![附件 2.jpg]()
![附件 3.jpg]()