发表于:2020/11/19 8:46:13
#10楼
以下是引用szlongren在2020/11/19 6:48:23的发言:
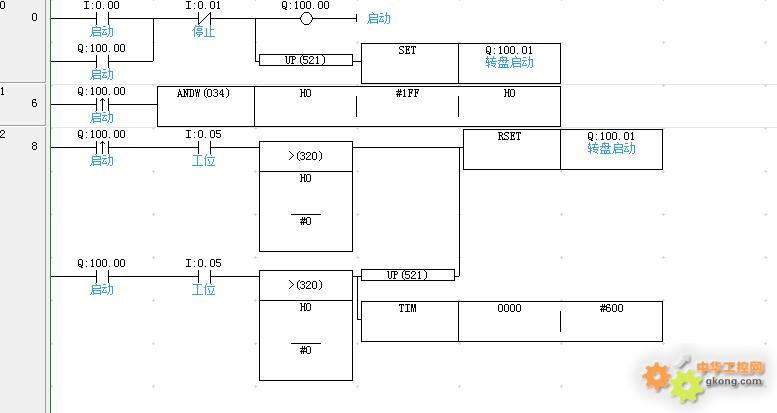
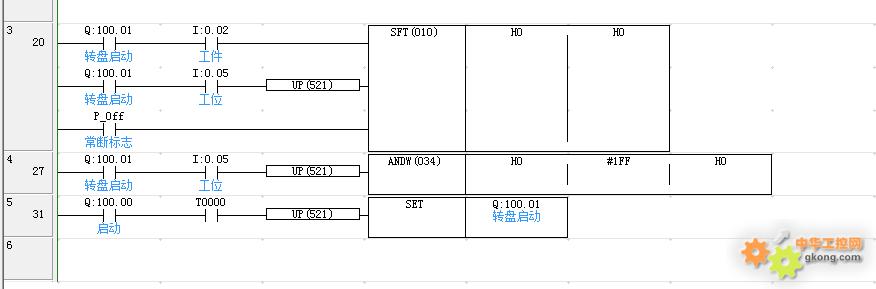
感谢各位热情回复指导!我昨天没说清楚,整个盘只有两只检测开关,2号工位检测有无工件,5号工位检测工件到位启动加工程序,其它的的工位都是空的,在加工时,同时取料放料,因为加工时间约一分钟,时间很长。
感谢各位热情回复指导!我昨天没说清楚,整个盘只有两只检测开关,2号工位检测有无工件,5号工位检测工件到位启动加工程序,其它的的工位都是空的,在加工时,同时取料放料,因为加工时间约一分钟,时间很长。
2信号检测上料,5信号工位信号
[此贴子已经被作者于2020/11/19 10:03:13编辑过]