














发表于:2020/10/12 14:11:06
#0楼
最近几个项目上使用了单相小功率电机(几W到几十W),查了几个资料也没说明这种小电机需要怎么进行热保护,现在配置的单相电机调速器只具备调速功能,不具备故障输出功能,以往项目就直接用调速器拖动电机,有时候电机报警了PLC也不知道,没有报警;这种电机要是也配置热继或者马达保护器又有点浪费,所以想请教下大家在项目上单相小功率电机都是怎么做故障输出的;
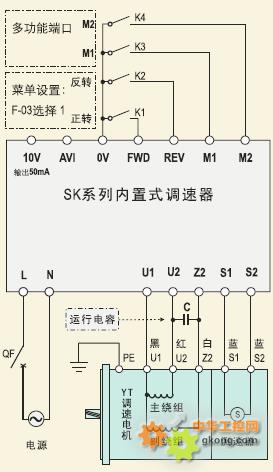
附图某国产控制器的接线图,上面是没有故障输出的;
![附件 2020-10-12_140914.jpg]()
附图某国产控制器的接线图,上面是没有故障输出的;
[此贴子已经被jint于2020/10/16 9:11:58编辑过]



