返回工控网首页
|
| 添加到收藏夹
中国自动化学会专家咨询工作委员会指定宣传媒体
免费注册
广告服务
|
客服中心
您现在所在的是:
数控论坛
工控论坛首页
→
数控论坛
→ 浏览主题:
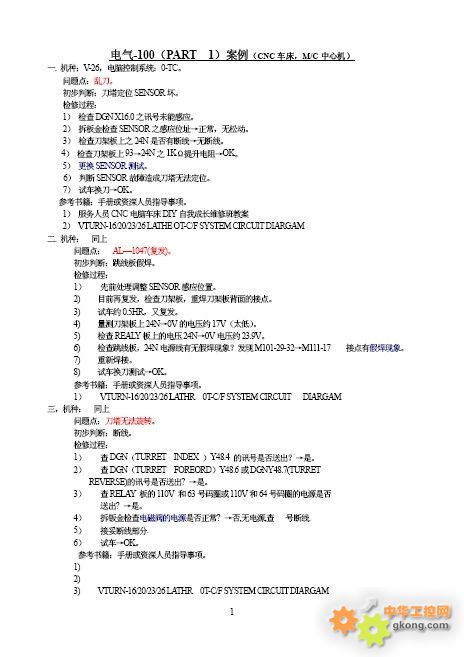
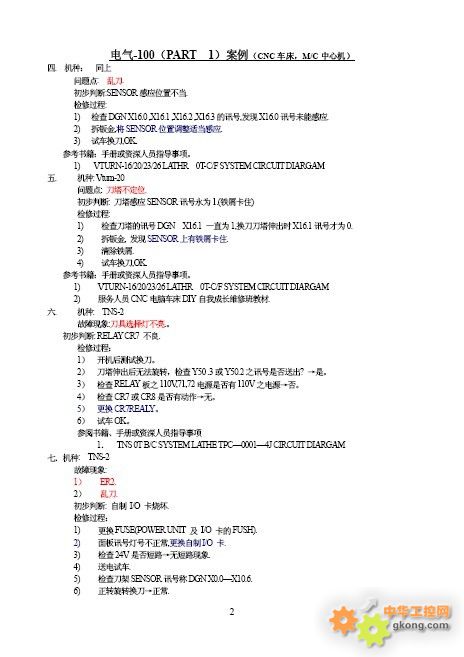
台中精机CNC车床维修100案例(FANUC系统)
回帖:
14
个,阅读:
5100
次
[上一页]
[1]
[2]
[下一页]
* 帖子主题:
台中精机CNC车床维修100案例(FANUC系统)
收藏
分享到
822
逝水流年
文章数:
5
年度积分:
50
历史总积分:
822
作者的所有帖子(5)
注册时间:
2011/5/4
发站内信
发表于:2011/9/7 21:37:24
#0楼
台中精机CNC车床维修100案例(FANUC系统)
附件:
[
本地下载
]
[此贴子已经被jint于2011/9/9 10:49:44编辑过]
【方案】
赋能智慧医疗 | 华北工控嵌入式计算机在电子病历系统中的应用
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
结帖
|
管理
1253
zudashuang
文章数:
103
年度积分:
50
历史总积分:
1253
作者的所有帖子(103)
注册时间:
2005/4/1
发站内信
发表于:2011/9/18 21:14:35
#1楼
我来顶起!
【方案】
英威腾在斯洛伐克展拳脚 助力当地供水行业节能增效
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
匿名用户
文章数:
N/A
年度积分:
0
历史总积分:
0
作者的所有帖子
注册时间:
2011/6/10
发站内信
发表于:2012/2/13 13:55:29
#2楼
该用户被锁定,回复内容不予显示!
【方案】
高效使用光学气体成像(OGI)用红外热像仪的10大技巧
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
828
13973878212
文章数:
10
年度积分:
50
历史总积分:
828
作者的所有帖子(10)
注册时间:
2011/11/11
发站内信
发表于:2012/2/16 20:44:49
#3楼
谢谢分享
【方案】
维萨拉Optimus DGA 分析仪 OPT100 可防止太阳耀斑的影响
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
1008
qgl.l
文章数:
33
年度积分:
50
历史总积分:
1008
作者的所有帖子(33)
注册时间:
2009/3/28
发站内信
发表于:2012/2/20 22:20:00
#4楼
今天就修了台V26,顶尖一直在后退状态,没有前进及寸动,由于对机床不熟悉,以为是后退限位没触发,检查下来没有限位,郁闷。后来配合同事,在屏上对比说明书上PMC程序,查出是操作工错误执行了M35指令,导致顶尖没有手动,执行M36后正常。可操作手册上没有说明M35,M36的功能,估计是从其它机型移植来的PMC程序,没有修改就用到这台V26上。
【方案】
华北工控基于物联网的嵌入式硬件方案,助力智慧停车技术运用
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
700
313234386
文章数:
5
年度积分:
50
历史总积分:
700
作者的所有帖子(5)
注册时间:
2012/2/22
发站内信
发表于:2012/2/22 23:54:00
#5楼
顶起来
【方案】
倍福基于 PC 的控制技术在车辆电动化改装中的应用
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
700
fcjhlihuajun
文章数:
1
年度积分:
50
历史总积分:
700
作者的所有帖子(1)
注册时间:
2012/7/5
发站内信
发表于:2012/7/5 20:43:26
#6楼
谢楼主分享
【方案】
助力医疗器械智能升级,华北工控推出医疗机器人嵌入式产品方案
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
710
gunzhusigan
文章数:
0
年度积分:
50
历史总积分:
710
作者的所有帖子(0)
注册时间:
2012/6/22
发站内信
发表于:2012/8/21 22:05:37
#7楼
此楼内容不符合板块规定,不予显示!
查看原帖内容>>
【方案】
实现柔性生产的秘密?MELFA告诉你
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
670
q953883452
文章数:
5
年度积分:
50
历史总积分:
670
作者的所有帖子(5)
注册时间:
2014/11/16
发站内信
发表于:2014/11/17 20:47:58
#8楼
以下是引用
jhxxyjhxxy
在
2012/2/13 13:55:29
的发言:
谢谢 好资料不错啊 顶一下
主轴晃动大
此帖发自手机工控论坛
【方案】
FLIR热像仪帮助垃圾焚烧厂预防火灾
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
739
2310948063
文章数:
18
年度积分:
50
历史总积分:
739
作者的所有帖子(18)
注册时间:
2014/2/16
发站内信
发表于:2014/11/22 19:18:32
#9楼
大好了,谢谢
此帖发自手机工控论坛
【方案】
自编程软件:Eigen Innovations使用FLIR红外热像仪精简自动化解决方案
只看该作者
|
赞
[1]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
工控学堂推荐视频:
PLC学习视频
变频器学习视频
西门子学习视频
三菱学习视频
更多学习视频>>
•
[视频课程]电工进阶电气工程师的一百种可能
•
[视频课程]你还不会电机正反转电路吗
•
[视频课程]三节课掌握星三角程序编写
•
[视频课程]电工如何快速入门PLC
•
[视频课程]十年老电工实操系列之从小白到超越中级
•
[视频课程]低压电工考证实操教程之电机控制接线实操
•
[视频课程]应用中的电动机控制与保护元器件选择
•
[视频课程]老司机带你玩转电工仪器仪表
•
[视频课程]电工操作证实操--科目二
124.8008


















 谢谢分享
谢谢分享
