发表于:2022/12/16 11:19:32
#10楼
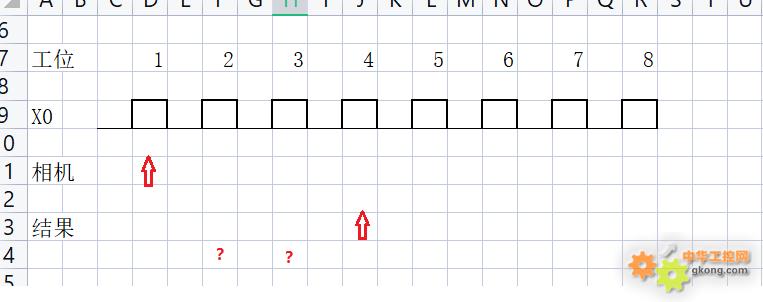
要和视觉做个计数交互。
let me go任我行